|
|
|
Viele Kunden fragen immer, welche Leistung die Fräsen
von EMS haben. Der Unterschied zwischen P2 und P3 ist wie zwischen
Audi
A4 und Audi A6. Mit jeder meiner Fräsen können Sie eigentlich alles machen,
fragt sich nur wie schnell und wie perfekt das Ergebnis aussehen soll. Es ist eben
die Entscheidung des Kunden und des Geldbeutels
Die eigentliche Frage ist aber, wie stark sind die Maschinen
im Vergleich zur Konkurrenz? Und da kann ich Sie beruhigen, denn diese
Maschinen liegen in ihrem Preisniveau sicher 30% über der Leistung anderer
Angebote (auch bei Angeboten von Firmen die viel mehr kosten, aber die
Kunden glauben immer, teuer ist auch gut). Vergessen Sie bitte auch nicht die angetriebenen Muttern dieser
Maschinen, die einfach Spaß machen und hochgenau laufen. Lange angetriebene
Spindeln sind ein Teil überholter Technik und einfach nicht mehr zeitgemäß.
Manche Hersteller machen ja immer noch freitragende Führungsstangen und den
Antrieb mit Trapezgewinde und fahren als Auto dann einen Ferrari. Ich mache
Kugelumlauf-Linearführungen und angetriebene Kugelumlaufmuttern und fahre einen alten
VW-T4.
Warum wohl? Das sehen Sie an den Preisen meiner Fräsen.
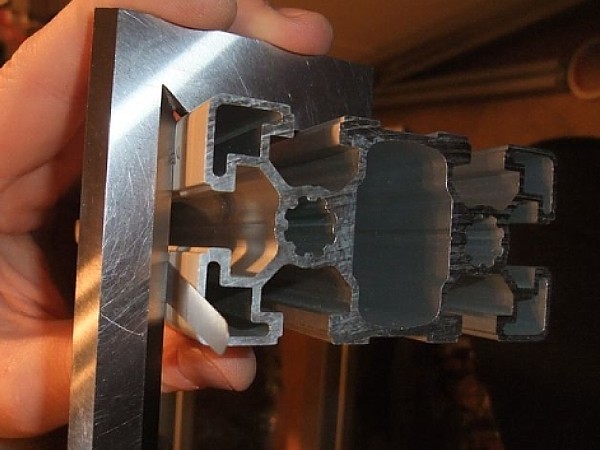
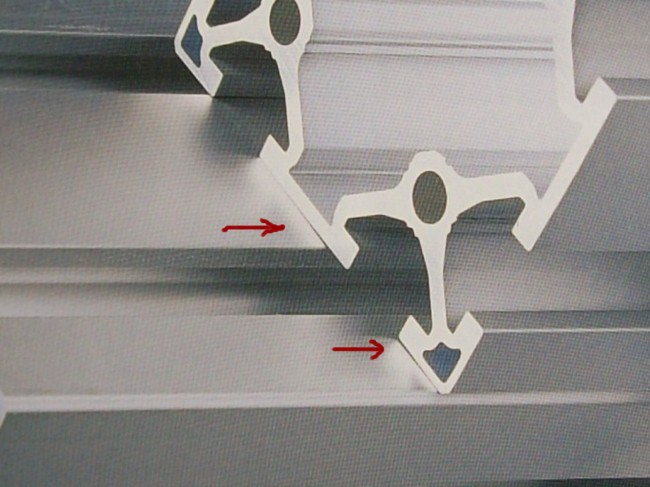
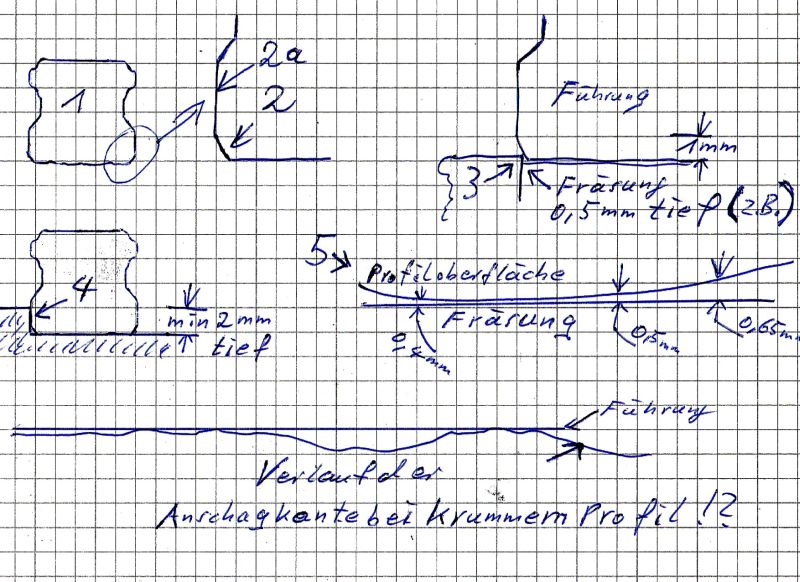
Frage: Sind für die Linearführungen Anschläge in das Profil
gefräst (Bild rechts beachten)?
Antwort: Eine Anschlagkante
in ein Profil zu fräsen ist nicht möglich. 2 zeigt die
Schräge an, an der die gefräste Kante im Profil anliegen
würde. 2a ist die Fläche, die vom Hersteller der Linearschienen
für einen Anschlag vorgesehen ist und nur diese ist
genau geschliffen. Wenn also eine Einfräsungskante wie
bei 3 an der ungenauen Schräge der Linearführung ansteht,
ist das keine Anschlagkante. Unter 4 ist zu ersehen,
was ein echter Anschlag ist. Die Fräsung im Profil ist
ja genau, aber das Profil selbst ist ungenau. Darum
entsteht bei einer sehr kleinen Einfräsung eine sehr
ungenaue "Anschlagkante" und noch dazu an
der Schräge der Führung unten, die nicht genau eingeschliffen
ist. Schon die Tiefe der Einfräsung verändert den Abstand
zur Linearführung. Aber tiefer kann man nicht einfräsen,
da ja noch Nutensteine verbaut werden und die Materialstärke
würde dann im Profil nicht mehr ausreichen. Und nun
bitte keine Fragen mehr nach Anschlagkanten, das geht
nicht und bringt nichts. Und jede Firma die behauptet,
sie fräse Anschlagkanten in Profile, sollten Sie mal
auf meine Seite leiten...
|
|
|
!!! HTD 3 mm Zahnriemenscheiben für 9 mm Riemen
und deren neue Befestigung
!!!
Hallo,
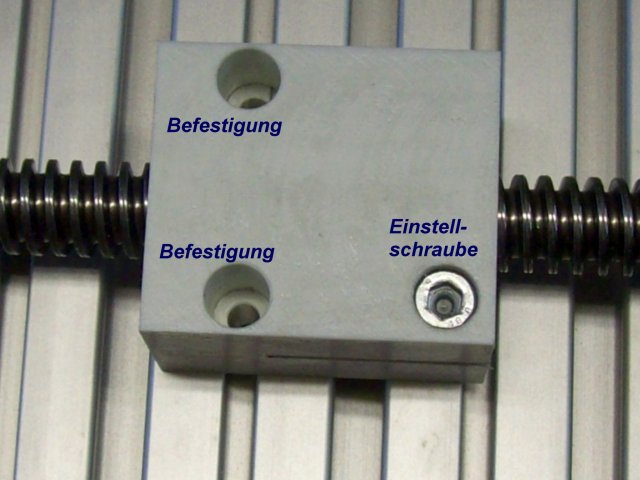
es gibt eine "kleine" Änderung der Befestigung der
EMS-Zahnriemenscheiben. Auch die EMS-Fräsen sind in Zukunft
(Bestellungen ab Oktober 2018) davon betroffen. Alle Befestigungsschrauben werden nicht mehr wie
früher durch die Zähne angeschraubt. Es gibt
nur noch eine Befestigung wie rechts im Bild zu sehen ist. Die Schrauben
(2 Stück M5 Schrauben) werden im 10 Grad Winkel eingeschraubt.
Diese Schraube trifft die Mitte der Scheibe und kann somit immer
verwendet werden. Auch die Haltekraft dieser "schrägen"
Schrauben ist um etwa 30% höher, wie bei geraden Schrauben.
Sie müssen die Schrauben auch nicht mehr so stark anziehen.
Etwas stärker an der abgeflachten Stelle der Schrittmotorwelle
und etwas leichter an der runden Seite der Welle.
|

|
|
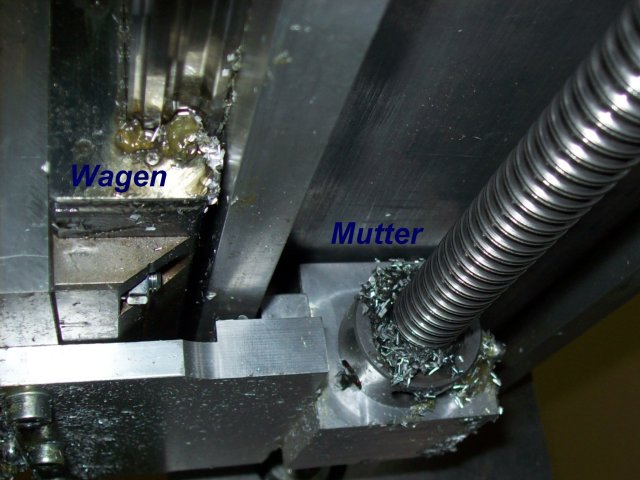
Frage: Meine Spindel
mit Mutter ist angular nach CD ausgerichtet, aber seitlich
(radial) "schlägt" diese um fast 0,1
mm.
Antwort: Dass die Mutter
immer genau zentrisch im Kunststoffhalter montiert ist,
ist schwer machbar. Es können bis zu 6/100 mm Abweichung
zum Zentrum sein. Eine Meßuhr wie unten dargestellt,
zeigt dann zwar bei einer Umdrehung 12/100 mm an, aber
der Fehler wird ja vom Zentrum aus gemessen. Da meine
Kunden aber nur noch einen Fehler von "Null"
akzeptieren, werden die Mutternhalter in Zukunft auch
noch radial einstellbar gemacht. Es werden also drei
Schrauben (1) gesetzt, mit denen man die Mutter im Halter
zentrieren kann. Das können Sie auch bei allen älteren
Mutternhaltern ohne dieses System selbst machen. Einfach
drei Löcher bohren, bis der Bohrer an der Mutter ansteht
(der Mutter ist das egal, diese ist viel härter wie
Ihr Bohrer). Dann ein Gewinde rein und eine Madenschraube
einschrauben. Das Gewinde braucht nicht bis zur Mutter
gehen, ist ja Kunststoff und die Schraube macht den
Rest selbst. Achten Sie aber bitte bei Muttern mit 5
mm Steigung (2) auf die richtige Seite der Bohrung,
nicht dass Sie die Schraube in die Kugelumlenkung rein
jagen (zu sehen an der Fläche ohne Bohrung). Bei 10
mm Steigung gibt es das nicht, da können Sie überall
bohren. Sie können das auch im eingebauten Zustand später
machen (wenn die Fräse schon fertig ist), da die 6 Befestigungsschrauben der Mutter ja
nicht geöffnet werden müssen und sich die Ausrichtung
der Mutter im Halter angular ja nicht ändert. Es bleibt alles, wie es
ist und Sie können trotzdem einstellen.
|

|
|
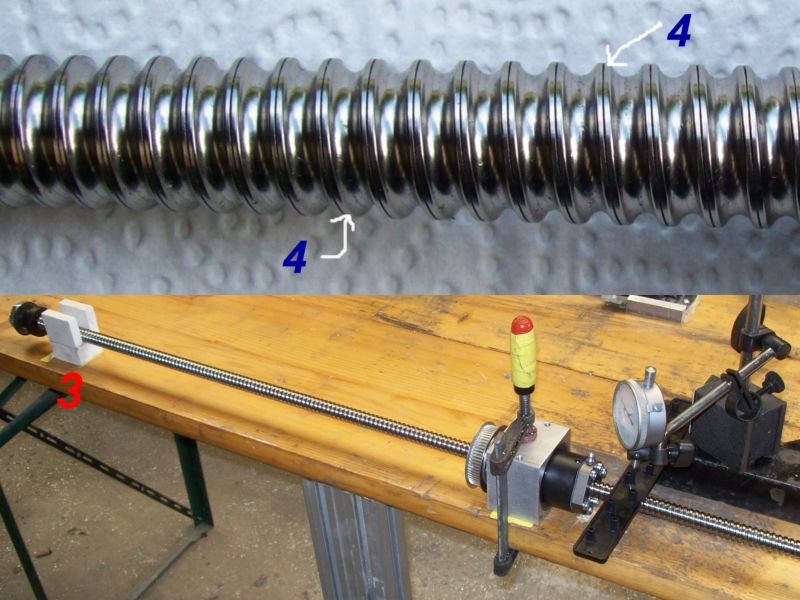
Wenn Sie den Höhenschlag
der Spindel messen wollen, dann darf sich die Spindel
nicht mitdrehen! Sie messen ja nicht im Kugelkanal selbst,
sondern am Wulst (4), der bei der Herstellung der Spindel
entsteht. Und dieser "Wulst" kann bis zu 5/100
mm Fehler haben, was normal ist, bei allen gerollten
Spindeln. Darum die Spindel festhalten und dann die
Mutter drehen. Eine Auflage (3) ist hilfreich, wenn
die Mutter noch nicht in der Fräse eingebaut ist, da dann
die Spindel in der Mutter genau ausgerichtet bleibt
beim Drehen mit der Hand. Diese drei Schrauben mache
ich also bei allen Mutternhaltern in Zukunft, dann können
auch "Genauigkeitsfanatiker" wieder ruhig
schlafen...
|

|
|
|
Immer die Frage nach der Befestigung der Endschalter (was
kein Mensch braucht) oder noch wichtiger
die Befestigung der Referenzschalter.
Ist da was vorgesehen?,
das ist die typische Frage der Kunden. Ich denke mir dann immer; Sie wollen
eine Fräse aufbauen und betreiben und können keinen Schalter an ein Aluteil
anschrauben? Sie brauchen ja nicht mal schrauben, ankleben genügt ja auch.
Wie soll ich wissen, mit welchen Schaltern meine Kunden arbeiten (Reedschalter,
normale mechanische Schalter, Initiatoren oder Lichtschranken). Stellen Sie sich ein Fenster
vor, bei dem beim Aufmachen ein Kontakt geschlossen werden muss. Wo und wie
würden Sie dann diesen Kontaktgeber anbauen? Genau so müssen Sie bei einer
Fräse mit den Schaltern denken. Es muss doch nur ein Kontakt in irgendeiner
Form betätigt werden. Wo und wie können wir ja mündlich bei der Übergabe der
Fräse klären, aber wie soll ich bei den hunderttausend Möglichkeiten einer
Kontaktbefestigung eine klare Aussage treffen? Alle Vorbereitungen meinerseits
sind für die Katz, da jeder Betreiber einer Fräse andere Schaltelemente
verwendet. Darum bitte nicht mehr diese unsinnige Frage haben Sie für die
Befestigung der Schalter schon etwas vorgesehen?. Schauen Sie sich meine FAQ-Seite an, dort
steht genügend Wissen über Referenzschalter und damit müssen Sie klar kommen. Ich
will Ihnen ja auch nicht vorschreiben, mit was Sie arbeiten.
Das würde eine Vorbereitung aber bedeuten! Sie können ja auch ganz ohne diese Schalter arbeiten. Nehmen
Sie eine Kamera und fahren Sie die Fräse auf XY-Null an einem Kreuzmarker. Dann sagen Sie dem
Programm, dass dort der absolute Nullpunkt ist. Jeder macht es eben anders. Würde
ich aber nicht machen, ich arbeite mit XY-Anschlag und
Referenzschaltern, wobei der Schaltpunkt eigentlich
egal ist, da nach dem Schalten über den Offset im Programm
zum eigentlichen Nullpunkt gefahren wird. Versuchen
Sie also nicht, den Schaltpunkt so genau wie
möglich einzustellen oder den Schalter verschiebbar
zu machen, das bringt nichts! Schalter ran,
egal wo am Nullpunkt und dann per Software den absoluten
Nullpunkt bestimmen und anfahren (machen alle Profis
so). Dann können Sie auch mal von
Zeit zu Zeit den Anschlag überfräsen oder
den Tisch abziehen und dann sagen Sie dem Programm in dessen Parametern eben, dass sich Null geändert hat (Offset
verändern) und schon passt
alles wieder.
Wenn Sie eine Käsefräse mit Käseschaltern kaufen, dann
sind die Befestigungspunkte und die Schalter zumeist vom Hersteller festgelegt und
Sie erhalten dann auch noch eine Käsebefestigung dieser Schalter dazu. Aber
nicht bei EMS.
|
|
Frage: Wie lang müssen die Schleppketten für die Y bzw. X-Achse
sein?
Antwort: Eine Schleppkette
mit einem Meter Länge macht etwa 1,45 Meter Weg, je
nach Biegeradius (1) und Befestigungspunkt!!! Mittig
schafft diese das, aber wenn Sie vom Anfang aus rechnen,
brauchen Sie für den gleichen Weg natürlich 0,7 Meter
mehr Schleppkettenlänge (2).
Ich kann doch nicht wissen, wo bei Ihnen der Anfang
und das Ende der Schleppkette ist. Auch kenne ich den
Typ Ihrer Schleppkette nicht (3/4). Bei Bild 4 ist die
Länge des Bogens Durchmesser durch 2 mal 3,14 (Halbkreislänge).
Darum nehmen Sie einfach
ein Stahlmassband und rollen das so ab, wie der Verlauf
Ihrer Schleppkette sein soll, dann haben Sie die Länge.
Vergessen Sie bei der Bestellung die Befestigungsteile
der Kette nicht. Der Biegeradius der Kette soll etwa
7 bis 10-fach dem Kabeldurchmesser entsprechen, sonst
gehen die Kabel vorzeitig kaputt. Kaufen Sie gute Ketten!!!
Z.B. von Igus! Staubgeschützte oder geschlossene Ketten
bringen im Hobbybereich nichts, da die Reinigung unmöglich
ist. Bedenken Sie immer, dass die Kette ja nach beiden
Richtungen arbeiten kann (5) und somit muss die Kette
ja bei richtiger Anordnung nicht so lang sein. Weg plus
halben Biegedurchmesser der Kette x 3,14 ist Länge der Kette.
Plus Befestigungen, die beidseitig mit je 40 mm angesetzt
werden sollten. So, und nun rechnen Sie mal schön selber
nach...
|

|
|
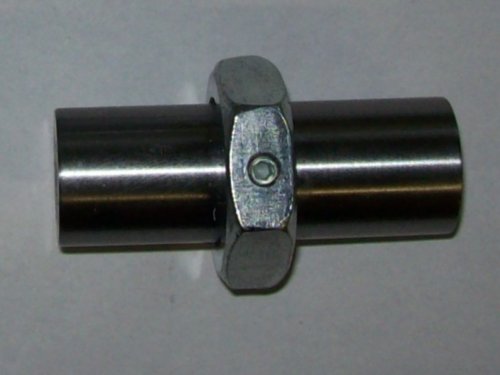
Frage: Wie srark werden die Schrauben
der Fräse angezogen?
Wichtig!!! Wie stark müssen die Schrauben an der Maschine angezogen
werden? Auf dem Bild sehen Sie eine M6 Schraube die mit zwei Muttern bestückt
ist. Spannen Sie eine solche Schraube in den Schraubstock ein und drehen dieser
den Kopf ab. Dann wissen Sie, was so eine Schraube aushält. Und immer zwei
Muttern nehmen, da die Schraube bei einer Mutter zumeist das Gewinde aus der
Mutter reißt. Das können Sie mit M5, M6 oder M8 Schrauben machen (liegen der
Fräse ja als Reserve bei). Von dieser Kraft nehmen Sie nun etwa 50 %, um die
Schrauben an der Fräse zu befestigen dann sind Sie auf der richtigen und
sichern Seite (und schmeißen Sie bitte Ihren Drehmomentschlüssel weg, da Sie ja
gar nicht das richtige Drehmoment kennen und damit auch nicht umgehen können.
Wer einen Drehmomentschlüssel braucht ist
entweder im Atomkraftwerk tätig (nachweispflichtig)
oder ein totaler Leie, der Angst vor Schrauben
hat). Bei
normalen Gabel.- oder Innensechskant-Schlüsseln können Sie eigentlich fast immer
Ihre ganze Körperkraft zum Einsatz bringen. Mit Hebel-Verlängerung sollten Sie vorher
testen
und vorsichtig handeln. Sollte nicht die Schraube, sondern Ihr Schlüssel kaputt
gehen, so schmeißen Sie bitte dieses Werkzeug sofort in den Müll (IKEA-Innensechskant
usw.).
Zu
Ihrer Info: Nach DIN-Norm ist bei einer Stahlschraube in Alumaterial die
Einschraubtiefe auf 1,5 mal dem Schraubendurchmesser anzusetzen. Bei
Einschraubungen in ein Alu-Profil stirnseitig beträgt die Schraubengewindelänge 2,5 mal des
Schraubendurchmessers, für einen dauerhaften Halt (Aluprofil mit einseitiger
Öffnung zur Profilinnenseite). Bei geschlossenen
Profillöchern würde ich Schraubendurchmesser
mal 2 oder etwas geringer empfehlen (meine Meinung zu eigentlich
allen
Verschraubungen von Stahlschrauben in Alu
oder Aluplatten, und so werden auch
alle EMS-Maschinen gebaut, wenn möglich).
|

|
|
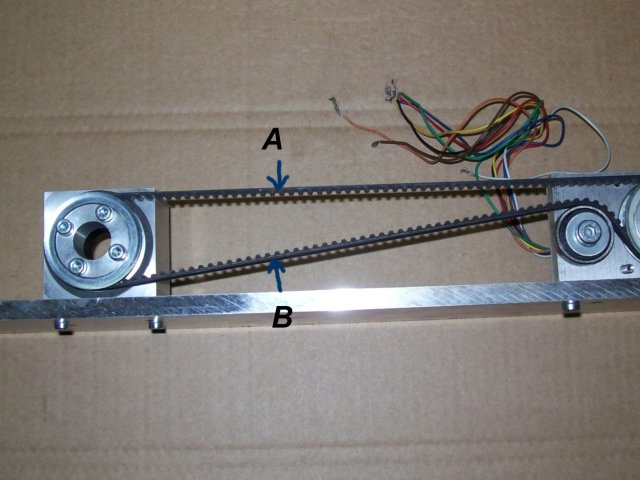
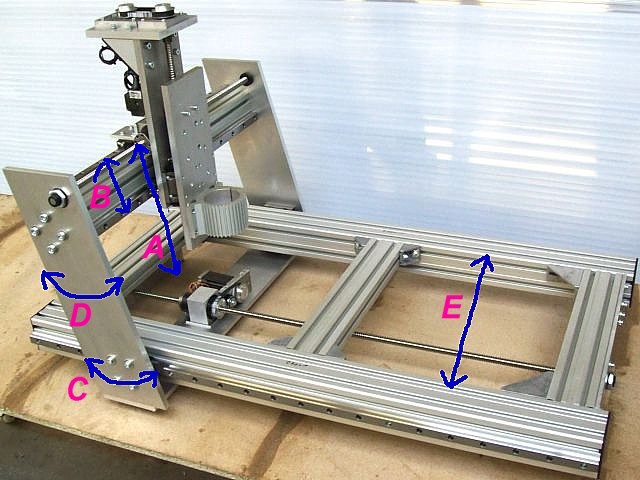
Nun fragen viele Kunden, warum ist
denn eigentlich diese P1 schwächer wie z.B. die P2 oder die Cobra ?
Zunächst muss klar sein, dass
starke Profile, Aluminiumplatten und Führungen wie bei der P2 oder der P3 Cobra natürlich ungesehen schon >30 % mehr
Leistung bringen. Aber nun zu den konstruktiven Sachen.
A: Sehen Sie den großen Abstand der Antriebsspindel zum Abtrieb,
also dem Fräser unten. Das erzeugt natürlich einen sehr großen Hebelarm, den
gute Führungen zwar schaffen, aber es wird dennoch zu mehr Schwingungen und
Ungenauigkeiten kommen wie bei der P2. Dieser Abstand ist hauptsächlich für
die geringere Fräsleistung verantwortlich.
B: Der kleine Abstand der Portalführungen führt zu einer
höheren Belastung der Linearführungen und damit zu einer höheren Verwindung. Je
größer der Abstand, desto mehr Kraft kann übertragen werden. Auch das werden
die Linearwagen aber sicher schaffen, aber eben auch mit etwas weniger
Leistung wie bei der P2.
C: Es ist zwar ein langer Linear-Wagen montiert, aber zwei
Wagen mit einem größeren Abstand sind einfach besser. Dieser Wagen ist aber gut
vorgespannt, dennoch ist dessen Leistung gegenüber der P2 Lagerung viel geringer.
D: Die Wange ist 15 mm stark und auch nicht so breit wie bei
der P2. Daraus ergibt sich natürlich auch ein Leistungsverlust des Portals ( Wange
) gegenüber
der P2.
E: Nur eine Querstrebe ist eigentlich zu wenig. Macht zwar
nur einen sehr geringen Verlust gegenüber der P2 aus, aber mehr ist einfach besser.
Entscheidend ist dabei, welche Opferplatte
montiert wird und wie diese befestigt ist.
In Summe werden Sie aber alle diese Abweichungen als
Modellbauer nicht
merken (Sie fräsen ja keinen Stahl). Aber aus all den genannten Gründen ist die
P1 einfach schwächer wie die P2 und ist dennoch eine der stärksten
Fräsen in ihrem Preissegment (also keine Angst). Sie werden sicher begeistert sein.
Die P1 ist ja immer noch 100 % stärker wie viele andere Angebote
am Markt ;-)
|
|
|
Frage: Wie wird denn eine Spindelunterstützung
gemacht?
Eine Unterstützung der Spindel muss günstig und einfach sein.
Darum hat EMS dieses System entwickelt. Auf dem Bild sehen Sie einen Träger von
oben der außermittig gelagert ist. Unten am Träger ist eine Aluplatte, die zwei
Aufgaben hat. Erstens trägt diese die Spindel, zweitens wird diese bei der Kollision
mir der angetriebenen Mutter zur Seite gedrückt. Natürlich ist neben der
angetriebenen Mutter ein Kunststoffstreifen montiert, an dem sich das Dreieck
der Unterstützung wegdrückt und somit weder die Kugelumlaufmutter noch die
Zahnriemenscheibe berührt. Diese außermittige Lagerung bewirkt aber, dass die
Spindel ideal mittig aufgehängt ist.
Der Abstand der Unterstützung zur Spindel beträgt direkt bei nahender
Mutter etwa < 0,5 mm. Somit kann die Unterstützung später wieder frei unter
die Spindel schwingen und diese tragen. Der Auflagepunkt der Spindel wird mit
Gummi belegt, damit nichts beschädigt wird
und alles sehr leise ist. Auch ist die Spindel
ja gefettet und "flutscht" sehr
leicht.
|

|
|
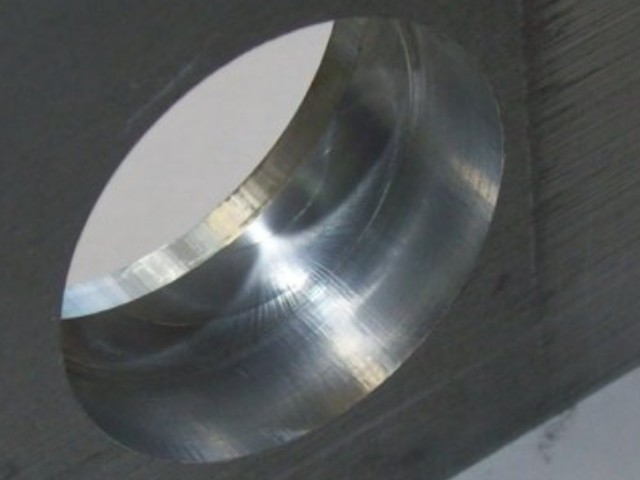
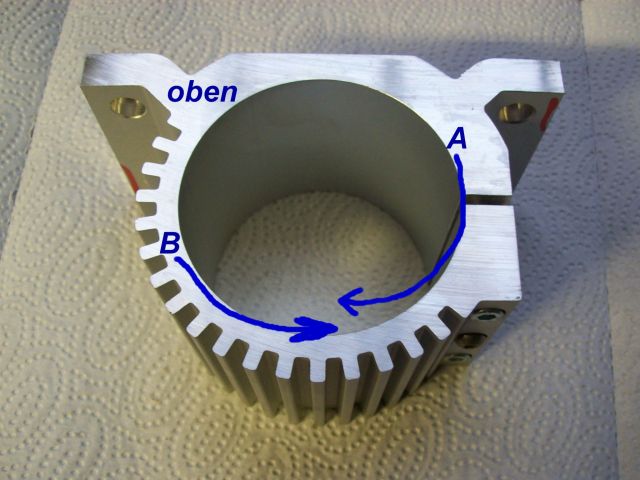
Wie wird der Fräsmotorhalter montiert?
Rechts der Fräsmotorhalter mit
80 mm Durchmesser, der an fast allen Maschinen
zum Einsatz kommt. Warum steht dort oben?
Ist es nicht egal wie dieser Fräsmotorhalter
montiert wird? Es ist nicht ganz egal! Der
Fräser "A" dreht zu 98 % rechts
herum. Darum kommt eine Gegenkraft "B"
auf das Gehäuse des Fräsmotors. Der Halter
schließt sich somit bei Belastung. Sind
die Schrauben der Spindeleinspannung links
und nicht richtig angezogen, öffnet sich
der Halter und gibt die Spindel "frei".
Ist nur eine Kleinigkeit <2%, aber machen
Sie das bitte so, dann brauchen Sie die
Frässpindel auch nicht durch zu starkes
Klemmen zu zerquetschen.
Dieser Halter wurde
jetzt mal von "Freunden" bei der
Audi AG nachgemessen. Die maximale Differenz
zwischen Auflage an der Z-Achse und Rundung,
in der die Spindel befestigt ist, war <
3/100 mm. Einen genaueren Halter gibt es
nicht am Markt.
|
|
Viele Kunden fragen, warum die P1 als doch günstige Fräse auch angetriebene Kugelumlaufmuttern erhält. Ganz einfach; es handelt sich dann um Standardspindeln, ohne Abdrehungen an den Enden usw., es kann also jegliche Spindel mit Mutter verbaut werden. Ich bin ja schon älter und wenn kein Nachfolger zur Verfügung steht, kann der Kunde im Fehlerfall einfach die Spindel mit Kugelumlaufmutter ausbauen und diese komplett zur Firma NEFF zum Service senden. Der Mutternhalter selbst hält ja ewig, aber eine Spindelmutter kann bei schlechter Behandlung natürlich auch mal ausfallen (keine
oder falsche Schmierung, fräsen von Steingut ohne Schutz usw. usw.). Aber selbst der Mutternhalteblock kann von Jedermann zerlegt und neu gelagert werden, was aber sicher nicht stattfinden wird. Ich will, das meine Kunden ihre Maschinen auch ohne mich in der Zukunft warten können, darum diese angetriebenen Muttern. Diese angetriebenen Mutter sind einfach nur
gut. Es gibt keinerlei Ungenauigkeiten
und Probleme durch nicht ausgewuchtete oder ungerade
Spindeln und diese Mutternhalter haben echt Kraft.
Bauen Sie keine Spindel mit aufwändigen Fest.-und Loslagerlösungen
und dann noch mit Schrittmotorhalterungen und Wellenkupplungen
mehr ein. So eine angetriebene Mutter löst alle Ihre
Probleme.
|
Die digitalen Leadshine Microstep Driver DM556, DM856
usw.
Für alle,
die die elektrische FAQ noch nicht gelesen
haben, hier noch mal
eine der wichtigsten Einstellungen.
Diese Endstufe ist in der Lage,
die angeschlossene Verkabelung mit den Schrittmotoren
elektrisch einzumessen. Erst dann haben
Sie idealen und ruhigen Rundlauf und Geschwindigkeit
der Motore an Ihrer Fräse.
Am SW 4 (Schalter
4) können Sie die 50 % Stromabsenkung im Stillstand einstellen.
Wenn Sie diesen Schalter unter Strom
(also das Netzteil eingeschaltet aber ohne
Fahrfunktion) einfach zweimal ein- und wieder ausschalten
(egal aus welcher Stellung), so stellen diese Endstufen
intern die richtige Art der Bestromung für Ihre Motore und die Verkabelung
ein, dieser
Wert wird dann für immer gespeichert (nicht den Betriebsstrom, den bestimmen
Sie!). Dieser Vorgang ist hörbar und dauert maximal 5 Sekunden. Immer
wenn Sie eine Einstellung an diesen Endstufen
verändern, müssen Sie diesen Vorgang wiederholen.
|

|
|
|
Ein Kunde wollte wissen, woran
er einen guten oder schlechten Fräser unterscheiden
kann, darum hier für alle.
Natürlich gibt es Spezialfräser
für Kunststoffe, Holz usw., aber hier mal eine
allgemeine Betrachtung. Im Bild sehen Sie vier
Teile. Teil 1 und 2 mit 10 mm Durchmesser, Teil 3 und
4 mit 8 mm Durchmesser. Nun zum Teil 3 und 4. Was denken Sie, ist 4 schwerer
wie 3? oder ist der Fräser 2 schwerer wie der Fräser
1? Zuerst überlegen, dann weiterlesen! Der Fräser 2
ist ein Vierzahnfräser, genau wie der Fräser 1 und sogar
länger. Aber das Material ist unterschiedlich. Fräser
2 ist HSS Material beschichtet, Fräser 1 ist grobes
Hartmetall. Der Fräser 2 wiegt 38 Gramm, der Fräser
1 wiegt 63,7 Gramm!? Wie ist das möglich, beide sind
doch aus "Stahl"? Aber dem ist eben nicht
so, da normaler HSS-Stahl natürlich nicht die Bestandteile
von Hartmetall hat (Hartmetall ist kein Stahl!). Das
Gewicht von Fräser 3 ist 36,8 Gramm und der Bohrer wiegt
29,7 Gramm - unglaublich oder? Was lernen wir also daraus?
Je schwerer ein Fräser ist, desto mehr Leistung hat
dieser und desto härter ist dieser (natürlich auch im
Preis). Aber ein Feinkorn-Hartmetallfräser für z.B.
46 Euro hält mehr aus wie 10 Stück beschichtete HSS
Fräser für 6 Euro das Stück. Auch ist natürlich wichtig,
ob es ein Grob.- oder Feinkornhartmetallfräser ist.
Was Sie in ebay an Hartmetallfräsern aus China kaufen
ist fast immer unterste Qualität (auch bei deutschen
CNC-Anbietern als Zwischenhändler!). Kaufen Sie lieber
bei deutschen Fachfirmen wie weiter unten beschrieben,
dann sparen Sie echt Geld und haben gute Fräsergebnisse
- und sparen Geld.
Vor zwei Tagen wollte ich den Schaft eines 12 mm Feinkornfräsers
um 5 mm kürzen. Kein Problem, dachte ich. Eine Flex
(125 mm Scheibe) und einfach durchschneiden. Zwei Scheiben
habe ich benötigt, da der Fräser "härter"
war wie die Flexscheibe. An solchen Beispielen sehen
Sie, was Qualität ist. Nun denken Sie sicher, aber ich
fräse doch nur Aluminium, da ist die Qualität des Fräsers
doch egal (Stahl ist immer härter wie Alu). Falsch!!!
Alumaterial hat Zusatzstoffe wie Si oder Mg usw. Diese
sind wesentlich härter wie Ihr HSS-Stahlfräser und zerstören
dessen Schneide. Prüfen Sie also das Gewicht des Fräsers,
je schwerer, desto besser... https://de.wikipedia.org/wiki/Hartmetall
|

Noch
ein Tipp.
Nehmen Sie einen Magneten
und testen Sie damit den Fräser. Hartmetall ist nicht
so magnetisch wie Stahl. Sie werden dann sofort merken,
was Qualität ist.
|
In
letzter Zeit bauen immer mehr Kunden Füße
an die EMS-Fräsen an (an den Alu - Längsträgern
des Tisches 90 x 90 mm),
aber das bringt nichts, bzw. nur Ärger - warum?
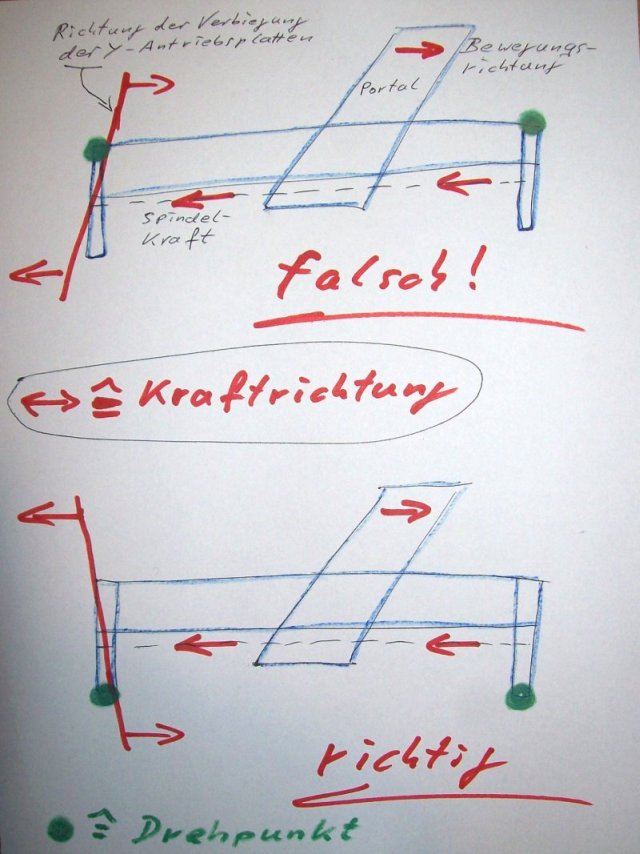
Die
Konstruktion ist so berechnet, dass die
Maschinen auf den Y-Antriebsplatten stehen
müssen. Dort können Sie unterlegen bzw.
die Maschine fixieren. Warum ist das wichtig?
Sehen Sie sich mal das Bild rechts an, dort
wird die eingeleitete Kraft der Spindel
in Y-Richtung (lange Tischachse) dargestellt,
wenn das Portal verfährt. Wenn Sie Füße
anbauen, so sind die Y-Antriebsplatten ja
unten frei und werden durch die Kraft der
Spindel weggedrückt (natürlich nur im 1/100
- Bereich). Wenn die Maschine aber auf diesen
Antriebsplatten steht (fixiert ist), geschieht
genau das Gegenteil. Der gesamte Frästisch
mit seinem Gewicht stemmt sich gegen diese
Kraft die die Spindel aufbringt. Darum seinen
Sie bitte so nett und lassen die Maschinen
auf ihren angedachten Füssen stehen und
erfinden Sie nichts "Besseres".
Darum
haben diese Platten auch bei den verschiedenen
Bauarten der Maschinen verschiedene Höhen
(P2 110 mm, Cobra 160 mm) - das hat schon
seinen Grund. Der grüne Punkt zeigt Ihnen
den Drehpunkt der Kraft (Befestigungspunkt), der bei Belastung
entsteht. Verstanden?
|
|
Warum haben die Fräsen
so starke Führungen?
Es taucht immer wieder eine Frage der Kunden auf: Warum machen Sie so starke Führungen (25 mm
oder
sogar 35 mm) an den Portalbalken der X-Achse?
Die Antwort ist eigentlich ganz einfach. Durch diese starken Führungen werden die
Maschinen im Aufbau zu Zwittern, halb Alufräse, halb Stahlfräse. Bei der P2 ist z.B. das Gewicht der Führungen
etwa so groß, wie das Alugewicht des Balkens. Das Aluprofil und die
Stahlführung haben natürlich total andere Resonanzpunkte, aber beide Partner
haben das nötige Gewicht, sich gegenseitig zu bedämpfen. Will das Alu
schwingen, hält es der Stahl davon ab und umgekehrt. Auch mit 20 mm Führungen wäre diese Achse
natürlich machbar und auch sehr gut, wobei natürlich zunächst konstruktive
Argumente dagegen sprechen würden (Freiraum für die Kugelumlaufmutter usw.). Aber
dann noch den Balken aus der Resonanz zu führen, würde noch viel mehr Aufwand
bedeuten. Eine 35 mm Führung ist nur 30 % teurer, als eine 25 mm Führung und hält durch die hohe Belastbarkeit auch
noch ewig. Diese Überlegung
trifft natürlich auch zum Teil auf die Z-Achsen zu. Bei der Tischachse (Y-Achse) sind die
Führungen natürlich überdimensioniert, da dort auch 20 mm
Führungen genügen würden. Aber in Bezug
auf Genauigkeit und Montierbarkeit haben die 25 mm Führungen echte Vorteile
gegenüber 20 mm oder Spielzeug wie 15 mm Führungen. Natürlich halten diese Führungen durch ihre Leistung auch ewig, was für die
Kunden ja auch wichtig ist.
Nicht alle Kunden bauen die Fräsen genau auf, aber diese
starken Führungen in allen Achsen können bei falschem Aufbau sogar die Aluteile
verbiegen, ohne Schaden zu nehmen. Ein sehr wichtiges Argument für starke Führungen
und deren Lebensdauer. Auch werden nur Führungen verbaut, wo
die Linearkugellager in X-Anordnung
ausgeführt sind. Dadurch werden
kleine
Montagefehler und Ungenauigkeiten weitgehend eliminiert, ohne dass die Führungswagen ungenau laufen
oder zu stark belastet werden.
Kugelumlaufführungen in O-Anordnung haben da ganz andere Probleme.
Welches Schmiermittel
verwende ich für die Kugelumlaufwagen und Kugelumlaufmuttern? Geschmiert werden die Wagen und
Muttern nach etwa 2000 km Laufleistung oder mindestens alle 6
Monate mit z.B. Shell
Gadus S2 V220, Aral Aralub HLP2 oder einem anderen
guten und "ungefüllten" Fett (keine Zusatzstoffe
wie PTFE oder Graphit usw.)! Das Feff sollte "Lichtdurchlässig"
sein - braun oder blau. Nach der Erstmontage müssen alle Wagen
und Muttern voll abgeschmiert werden! Schmieren Sie
"sehr langsam", damit das Fett Zeit hat, sich im
Bauteil zu verteilen! Die
Erstschmierung der Teile bitte nach einer Woche wiederholen.
Beim ersten Verfahren der angetriebenen Muttern schmieren
Sie bitte auch die Spindel auf der Seite der Zahnriemenscheibe
mit Fett ein, damit sich der Hohlraum des Mutternhalters
vollständig mit Fett füllt (etwa 5 bis 10 Gramm). Bis
nichts mehr reingeht und das Fett von der Zahnriemenscheibe
weggeschoben wird.
Kennen Sie das Schlagwort Eine
Maschine Verstiften?
Eigentlich ist das Verstiften einige
Bohrungen an den richtigen Stellen für Passstifte zu
setzen (nach dem Aufbau und dem genauen Ausrichten der Maschine). Vor etwa 20 Jahren habe ich
Spinnereimaschinen für Garn (Open-End-Spinnerei) aufgebaut. Diese waren aus
etwa 8 Sektionen mit je 16 Spinnstellen aufgebaut und etwa 25 Meter lang. Alle Sektionen wurden von einem Riemen mit nur
einem starken Antrieb quer durch angetrieben, der in allen Spinnstellen eine Drehzahl der Rotore von etwa 100000 U/min erzeugte. Einmal
ausgerichtet musste diese Maschine natürlich dann für immer so wie aufgebaut
und ausgerichtet
bleiben. Darum wurden die Maschinen nach der Fertigstellung verstiftet
(" bleib für immer wie du bist! "). Verstiften
geht immer von Vollmaterial in Vollmaterial!
Eine Maschine wird also immer erst nach dem Aufbau und dem
genauen Ausrichten der Komponenten verstiftet und nicht schon im Vorfeld!
Wo ist das Verstiften einer EMS-Maschine eigentlich
sinnvoll? Es gibt nur eine Stelle an der alten P2, wo dies sinnvoll ist (die P3 und
die neue P2 hat
damit kein Problem, da 16 Stück M8 Schrauben den Portalbalken
fixieren). Der X-Balken
des Portals der P2 ist zwar mit 6 Stück M8 Schrauben befestigt, aber bei einer
extremen Kollision kann sich dieser Portalbalken in Richtung Y-Achse verdrehen.
Der Balken hat ja einen Belag aus 15 mm Vollmaterial vorne, darum sollten durch
die Wangen Bohrungen in dieses Material gesetzt werden und dort können dann
Passstifte eingetrieben werden (4 Stück durch die Wangen, je oben und unten
links und rechts). Besser ist, in diese Bohrung ein Gewinde zu
schneiden und einfach eine Schraube einzuschrauben ( z. B. M6 ). Dann ist die
Stellung des Portalbalkens für immer fixiert und auch wieder lösbar. Vor dem exakten Ausrichten der
Maschine ist das ja nicht machbar und somit im Vorfeld ein absoluter "Schmarrn"
(den manche Fräsenhersteller schon im Vorfeld machen),
darum kann ich das beim Bausatz auch nicht vorbereiten
(ist für den normalen Betrieb der alten P2 ja auch nicht nötig,
ist nur ein Vorschlag für "Genauigkeitsfanatiker").
An der neuen P2 ist z.B. am Festlager der X-Achse ein
Loch für das nachträgliche Verstiften vorgesehen - eben
für diese Fanatiker.
Die
Kunden fragen immer nach T-Nut-Platten aus Metall. Wenn Sie das
wirklich wollen, dann sehen Sie bitte hier nach:
Sehr gute und große Platten (auch Sonderlösungen) finden Sie bei: http://www.vakuumtisch.de/index.php?page=categorie&cat=54 oder Stangenware bei: https://www.isel.com/germany/de/t-nutenplatte-pt-25.html ich verbaue immer solche Profile (wie auf den Bildern
in meiner HP): http://www.tecwalker.com/profiltechnik-1086.html
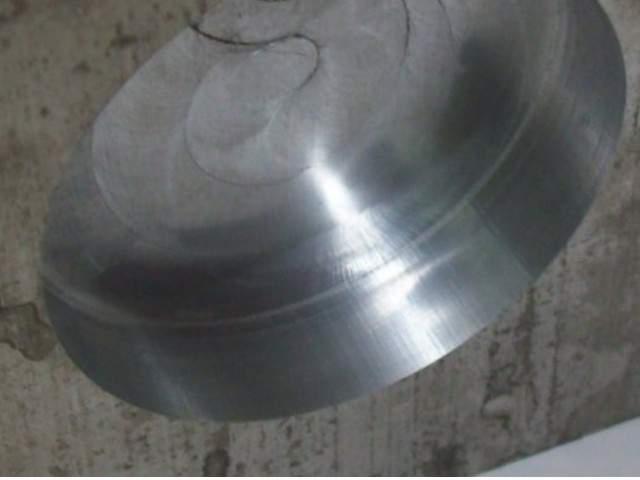
Rechts ein
typischer Gedanken-Fehler" eines Kunden.
Der Erbauer
(Kunde) einer P2 legt den Winkel
am Querprofil des Tisches und an der Y-Antriebsplatte (Fuss der Fräse) an und will diese Platte
natürlich in genau 90 Grad zum Tisch ausrichten. Was er leider in dieser Seite
nicht gelesen hat ist, dass solche Aluprofile zur Mitte der Oberfläche hin
leicht einfallen (tiefer sind etwa 0,2 mm). Diese Antriebsplatte ist bei der
P2 aber auch in den langen Seitenprofilen des Tisches in einer sehr genauen Fräsung
verankert. Was macht er also, da er sieht dass der Winkel nicht genau passt?
Er legt auf der genauen Fräsung für
die Antriebsplatte ein Messingblech unter. Er
orientiert sich also an einer total ungeeigneten und ungenauen Fläche und
hinterfragt bzw. korrigiert die Oberfläche der echt super genauen Fräsung.
Und dieses Bild bekomme ich dann zugeschickt, damit mir der Kunde zeigt,
wie er meine Fehler korrigiert hat ich bin natürlich begeistert :-(
Denken Sie
bitte immer mechanisch und vertrauen Sie bitte meinen Fräsungen. Bei Unklarheiten rufen Sie mich
bitte im Vorfeld an!
|

|
|
Achten Sie darauf, dass die Mutter nicht
im Winkelversatz zur
Spindel steht.
Der Mutternhalteblock muss auch zur
Spindel ausgerichtet werden. Zahnriemen
entspannen und die vier Schrauben vom Alublock lösen, dann richtet sich die
Mutter seitlich auf die Spindel ein. Alle vier Richtungen müssen stimmen (li, re, oben
und unten). Wenn oben und unten nicht stimmt ist es auch möglich, dass unter dem
Alublock vorne oder hinten untergelegt werden muss. Läuft die Mutter von der
Länge der Maschine her gesehen in der Mitte, kann die Mutter die Spindel ja
verbiegen, aber am Anfang und am Ende des Verfahrweges nicht, da dort die Spindel ja fest
eingespannt ist. Die Mutter muss ohne seitliche Kräfte über die ganze Länge der Spindel laufen.
Es entstehen bei einem Winkelversatz unglaublich hohe Kräfte, die keine Mutter
(bzw. Spindel) lange aushält. Genau das ist ja das Problem bei angetriebenen Muttern, dass diese
Ausrichtung der Mutter nicht beachtet wird und so kann es sehr schnell zur
Zerstörung der Mutter und dann natürlich auch der Spindel kommen. Es ist also
nicht nur die Spindel zentrisch auszurichten, sondern dann auch noch die Mutter zur
Spindel! Das gilt natürlich auch für angetriebene Spindeln. Wenn Sie die Muttern an den Lagerplatten lösen und die Spindel in alle Richtungen bewegen, so muss nach jeder Richtung "Luft" sein. Die Spindel muss zentrisch in der Mutter sein, dann geht der geringe Fehler der Mutter beim Umlauf nicht auf die Spindel über und verbiegt diese
nicht. Es muss also der Mutternhalteblock der aller Muttern in Höhe und Breite zur Spindel ausgerichtet sein.
|
|
Wichtig
bei angetrieben Muttern, die die Spindel
beim Verfahren verbiegen oder beim Verfahren
Wau, Wau machen!
Ab Herbst 2013 sind die angetriebenen Muttern weich an den
Antrieb (mit etwa 150 kg Druck pro Mutter) gekoppelt und können angular eingestellt
werden. Mit den sechs Befestigungsschrauben können Sie die Mutter zur Spindel
ausrichten. Bedenken Sie aber bitte, dass die Schrauben in Kunststoff
geschraubt sind und nicht in Stahl. Also nicht eine Seite anziehen bis das
Wasser raus läuft, sondern die Gegenseite leicht lösen (entlasten). Schon 1/5
Umdrehung der Schrauben an den richtigen Stellen bringt die richtigen
Ergebnisse. Die Muttern sind aber schon bei Auslieferung etwa optimal
eingestellt. Rufen
Sie lieber vorher an, bevor Sie da was ändern ist echt nicht leicht (Film
auf CD ansehen)!
|

|
Zwei Bilder die das Anschrauben der Y-Führungen zeigen. Die
Wandung der Profile ist für M6 Gewinde zu dünn, darum müssen Gleitsteine
untergelegt werden. Mit einem Magnet der den Gleitsteinen beiliegt, geht das
sehr einfach. Runde Seite der Gleitsteine Richtung Linearführung. Ich verwende dazu immer einen
1,5 mm Stahldraht. Bei der P1 ist ein breiter
Stein eingebaut, aber auch dessen Montage
geht mit dem magneten recht gut.
|

|
Einfach einführen und Schraube
rein. Immer von der Mitte des Profils aus nach außen arbeiten ;-)
|

|
Die Montage der Kugelumlaufspindel:
Montieren Sie den Mutternhaltebock auf die Mutter. Dann wird dieser Halteblock an der dafür
vorgesehenen Stelle angeschraubt. Nun sehen Sie an der Spindel z.B. in der
Z-Achse, ob diese waagrecht zum Trägermaterial steht. Die Spindel muss absolut
zentrisch (nach links und rechts und nach vorne und hinten) am Trägermaterial
verlaufen. Auch bei der X und Y Achse sehen Sie so gleich, ob die Spindel
gerade zur Achse verläuft. Stimmt das nicht, müssen Sie den Mutternhalteblock
unterlegen oder die Unterseite des Blocks leicht abziehen, bis alles zu 100 %
stimmt. Bei dieser Montage darf kein
Fest.- oder Loslager schon befestigt sein (die Enden der Spindel müssen frei
beweglich sein). Da die Spindel in der
Mutter ganz gering am Ende in alle Richtungen bewegt werden kann, muss
natürlich das Zentrum all dieser Bewegungen zentrisch zur Befestigungsebene
sein. Also nicht einfach von der Spindel zur Achsebene messen, sondern die
Spindel auch bewegen. Das Maß zwischen min und max der Bewegung ist dann das Zentrum. Die
Mutter muss ja später frei auf der Spindel laufen und darf nicht in irgendeine
Richtung vorgespannt sein. Erst wenn das
stimmt, können Sie sich an die Einstellung der Fest.- und Loslager machen.
Z-Achse:
Bauen Sie also
die Z-Achse komplett auf (Z
und ZX-Platte mit Führungen usw.) und dann entfernen Sie
die zwei Schrauben oben an der Z-Antriebsplatte wieder.
Dadurch können Sie die Spindel soweit hochschrauben,
dass Sie an die Schrauben des X-Mutternhalters oder
der X-Mutter ran kommen. Anders kommen Sie da nicht
ran! Dann können Sie
die Maschine fertig aufbauen und zum Schluss wird die
Z-Antriebsplatte wieder montiert (es sind nur zwei Schrauben).
Die Z-Antriebsplatte muss absolut rechtwinkelig zur
Spindel stehen!!!
Z-Führungen:
Vorne
ist die Z-Platte, dahinter die ZX-Platte. In der ZX-Platte
sind Löcher, durch diese kommen Sie an die Schrauben
der Z-Führungsschienen ran. Beachten Sie bitte immer
diese "sinnlosen" Bohrungen
|
Rechts die neuen
Spindelbefestigungen mit großer Mutter.
Für die Fixierung der Spindel im Kunststoff
genügen zwei Inbusschrauben. Die Reihenfolge
des Einbaus sehen Sie rechts.
Entgegen
früherer Ausführungen wird immer nur eine
Tellerfeder auf der Seite der Befestigungsmutter
untergelegt. Die Feder ist nur für Einstellarbeiten
wichtig, zum Schluß wird diese voll zusammengedrückt.
Innen
muß der Kunststoff immer voll am Alumaterial
der Maschine anstehen (an beiden Enden der
Spindel).
|

|
|
Die Spindeln
mit Hülse werden in Zukunft so wie rechts
vorbereitet ausgeliefert. Lassen Sie die
Mutter auf der Spindel! Montieren Sie zuerst
den Mutternhalter (würde ich auch gerne
für Sie machen, aber ich kann nicht wissen,
in welche Richtung der Schmiernippel stehen
soll - ist ja Ihre Entscheidung). Den Lagersitz
mache ich in Zukunft um 2/100 mm kleiner,
dann können Sie die Kugellager mit Lagerschale
bequem von hinten aufschieben (bitte
zuerst Fett auf den Lagersitz geben).
|

|
Der Aufbau
des Frästisches (sehen Sie sich lieber die Videos an):
Der Versuch die langen Profile an die Querprofile
bündig anzupassen ist für die Katz. Wer sagt denn, dass diese genau anliegen
müssen? Bei der Einstellung der Breite des Tisches kann dort sogar ein Spalt
bis zu 0,5 mm entstehen. Die endgültige
Breite des Tisches und die Stellung der 90 x 90 mm Profile richtet sich das
Portal selbst ein. Was Sie machen sollen ist doch nur das ebene Ausrichten aller
Profile oben, auch wenn dabei ein Spalt zu den Querprofilen entsteht (den X-Balken
können Sie dazu als genaue Anschlagfläche für die Montage der Profile an der
Oberfläche verwenden). Schrauben Sie
also den Tisch einfach zusammen, dass dieser oben eine ebene Fläche bildet. Legen
Sie den Tisch ins Wasser mit einer Wasserwaage längs und quer eben ausrichten,
damit dieser nicht verwindet aufgebaut wird. Nun schrauben Sie die Führungen
an die langen Profile an. Ob die Führung genau mittig am Profil ist (plus/minus
0,2 mm ist egal), spielt nicht die große Rolle, nur müssen die Profile über
die ganze Länge und an beiden Seiten des Tisches gleich hoch sein. Legen Sie
dazu den X-Balken quer auf den Tisch (Vollmaterial zum Tisch), dann haben Sie
oben eine Referenzfläche, zu der Sie vom Kuglumlaufwagen aus hoch messen
können. Noch besser ist es, sich einen Klotz oder irgendein Teil zu suchen
oder zu machen, das genau in diesen Abstand passt. Jetzt können Sie die Schienen
an jeder Stelle des Tisches mit dem gleichen Abstand nach oben anschrauben (Ihr
Bezug ist die plane Fläche des Tisches oben, auf der der X-Balken als oberer Bezug
liegt).
Ist der Tisch nun soweit vorgefertigt, bauen Sie das Portal
mit den zwei Wangen, dem X-Querbalken und der unteren Verbindung genau rechtwinkelig an den Frästisch an. Nun
erst wird die endgültige Breite des Tisches und die Stellung der 90 x 90 mm
Profile eingestellt (durch das Portal selbst). Schieben Sie das Portal am Tisch entlang und lösen Sie die
Schrauben der Querprofile wieder leicht, so dass sich das Portal die Breite des
Tisches an dieser Stelle selbst machen kann.
Sie können so einen Tisch nicht im Vorfeld so genau aufbauen, dass die
Breite über die ganze Länge genau stimmt, dazu fehlen Ihnen sicher die Mittel
zum Messen usw
.
Also
noch mal:
Es
ist nicht möglich, den Fräsentisch im Vorfeld so genau
in der Breite aufzubauen wie nötig. Darum bauen Sie
diesen Tisch normal auf und dann fahren Sie mit dem
Portal entlang an dem Tisch, wobei die Schrauben der
Winkel der Querstreben wieder leicht geöffnet werden,
damit sich das Portal die Breite des Tisches selbst
machen kann. Das Portal für diese Einstellung besteht
aus den zwei Wangen, dem X-Balken und der unteren Verbindung
der Wangen, wobei das Portal zu diesem Zeitpunkt schon
ausgerichtet sein sollte (keine spätere Veränderung
mehr in der Breite!). Das Portal selbst bestimmt die
Breite und Ausrichtung des Tisches!!!! Nochmal die Reihenfolge:
Bauen Sie den Tisch mit Führungen möglichst genau auf.
Bauen Sie das Portal an den Tisch (sehr gut ausgerichtet).
Dann fahren Sie mit dem Portal den Tisch ab (immer wo
das Portal steht bitte die Schrauben der Querstreben
leicht lösen und wieder anziehen). So kann das Portal
die Breite des Tisches einrichten. Es ist ein "Geben
und Nehmen zwischen Portal und Tisch". Aber der
Druck der dort entstehen kann, wenn die Breite nicht
stimmt, liegt über 300 kg! - und das merken Sie nicht
mal, da 300 kg den Führungen egal sind und diese auch
bei dieser Belastung leicht laufen...... Arbeiten Sie
also bitte genau!
Bedenken
Sie bitte, dass jedes Hundertstel vom Millimeter an Fehler
dort einen Druck von etwa 5 kg auf die Wangen der Maschine erzeugt. Nur so ist
es aber auch möglich, eine Fräse zu bauen, die sich
auch gegen jegliche Abweichung beim Fräsen wehrt (bei
Belastung stark dagegen hält). Das können eben nur solche
"teueren" Linearführungen.........
Die
P2 hat ja in den langen Führungen diese Einfräsung für
die Y-Antriebsplatten. Darum achten Sie beim Aufbau
darauf, dass diese Platten auch am Alumaterial in Druckrichtung
der M12 Madenschrauben anstehen. Also nicht einfach
die Winkel montieren und zum Schluss diese Madenschrauben
anziehen, das verbiegt Ihnen die Antriebsplatten, wenn
diese zu weit von ihrer Auflagefläche entfernt sind.
Z-Achse:
Bauen Sie die Z-Achse komplett auf (Z
und ZX-Platte mit Führungen usw.) und dann entfernen Sie
die zwei Schrauben oben an der Z-Antriebsplatte wieder.
Dadurch können Sie die Spindel soweit hochschrauben,
dass Sie an die Schrauben des X-Mutternhalters oder
der X-Mutter ran kommen. Anders kommen Sie da nicht
ran! Dann können Sie
die Maschine fertig aufbauen und zum Schluss wird die
Z-Antriebsplatte wieder montiert (es sind nur zwei Schrauben).
Vorne
ist die Z-Platte, dahinter die ZX-Platte. In der ZX-Platte
sind Löcher, durch diese kommen Sie an die Schrauben
der Z-Führungsschienen ran. Beachten Sie bitte immer
diese "sinnlosen" Bohrungen!
Die
zweite X-Führung 20 mm wird ganz zum Schluss montiert
(nach dem Ausrichten aller Achsen). Schieben Sie aber
schon vorher die Profilsteine in das 40 mm Profil ein.
Diese 20 mm Führung richtet sich voll an der 30 mm Führung
aus - mehr nicht....
Drücken
Sie die X-Platte bei der Erstmontage nach oben, die
Löcher in der Wange haben ja 9 mm. Bei der späteren
Einstellung der X-Spindel können Sie diese X-Platte
wieder "ablassen" um die Lage der X-Spindel
genau zu finden.
Es
ist kein "Lego-Baukasten", aber mit etwas
Geschick kommen Sie sicher zu Recht.......
! Die Schrauben für die Befestigung
der 25 mm Z-Wagen (4 Stück pro Wagen) müssen 16 mm lang mit flachem
Kopf und Sprengring sein. Auch alle anderen Schrauben für die Schienenbefestigung
haben einen flachen Kopf und einen Spezialsprengring.
! Die Alu-Winkel für die Befestigung der Antriebsplatten am
Frästisch sind manchmal nicht genau 90 Grad. Die Folge ist, dass die
Antriebsplatten nicht im rechten Winkel zum Frästisch stehen. Prüfen Sie bitte
diesen Winkel von genau 90 Grad, da sonst die Festlager und Loslager mit
ständig 1000 N belastet sind (ist nicht schlimm, die Lager halten das aus, aber
bei längerem Stillstand passen sich die Hülsen und Spindeln dieser Abweichung
an und Sie können einen Schlag in die Spindeln bekommen).
!
Ab sofort werden für die Vorspannung der Festlager in der
X- und Y-Achse je zwei Kugellagertellerfedern parallel zueinander
eingebaut (gleiche Einbaurichtung). Dadurch steigt die Vorspannung
der Lager auf etwa 300 N. Normal genügt natürlich eine Feder, aber
bei sehr hohen Beschleunigungen der Kugelumlaufantriebe gehe ich
lieber auf die sichere Seite. Auch wird ja jetzt die P3 ausgearbeitet
und dort sind zwei Federn Pflicht. Darum wird diese Bauweise jetzt
auch gleich bei den anderen Maschinen eingeführt (alles gleich,
dann braucht man nicht nachdenken). Die großen Kugellager des Festlagers
"spielen" sich ja mit 300 N Druck, da diese das Fünffache
dauerhaft aushalten.
!
Wenn Sie die Maschine länger nicht betreiben, so fahren Sie die
X-Achse und Y-Achse in die Mitte des Verfahrweges. Spindeln werden
immer über längere Zeit vertikal gelagert. In der Maschine sind
die Spindeln aber horizontal eingebaut und wenn die Maschine über
längere Zeit nicht betrieben wird, können die langen Spindeln durchhängen
(sich durch ihr Eigengewicht verbiegen). Natürlich haben da harte
Kugelumlaufspindeln weniger Probleme wie Trapezgewindespindeln.
Aber diese Leerfahrt ist für Sie keine Arbeit, darum machen Sie
das bitte.
!
Wenn Sie die Maschine schon vor den ersten Testfräsungen
verstärken wissen Sie nicht, welche Leistung die originale EMS-Maschine
eigentlich hat. Verstärkungen an der falschen Stelle können das
Gegenteil bewirken, es geht ja hauptsächlich um das Schwingungsverhalten
der Maschine, das gute oder schlechte Fräsergebnisse bringt. Wenn
Sie kein fundiertes Wissen über diese Konstruktionen haben, dann
lassen Sie die Maschinen so wie diese sind. Auch haben Sie ja dann
keine originale Maschine mehr und wie soll ich Ihnen dann bei Problemen
noch helfen. Wenn Sie Verstärkungen anbringen wollen, so teilen
Sie mir diese bitte kurz mit, dann werden wir sehen, ob das was
bringt oder nicht.
!
Wenn Sie Fräsversuche in Stahl machen, so spricht da nichts
dagegen (der Maschine ist das egal). Bedenken Sie aber, wenn Sie
eine einfache Spindel wie eine Suhner, Kress usw. verwenden,
können die Lager dieser Spindel Schaden nehmen. Wenn Stahl, dann
bitte mit der richtigen Spindel, die das auch aushält. Wenn Sie
mit dieser Bauart meiner Fräsmaschinen Stahl fräsen wollen, brauchen
Sie genügend Wissen bzw. Erfahrung und eine super Frässpindel!
Wenn Sie ohne Schmierung und mit über 10000 U/min mit einem
HSS-Fräser in Stahl "rein gehen", dann wird dieser seine
Schneiden verlieren und über das Material gleiten. Dabei entsteht
dann ein Druck auf die Z-Achse von mehr als 2000 N (200 kg). Den
Führungen der Maschinen ist das egal - Sie können durch Fehlbedienung
der Maschinen nichts zerstören - so sind alle Maschinen gebaut
(die Führungen halten Tonnen aus).
Aber Sie werden erleben, wie eine 80 kg schwere Maschine nicht nur auf
ihrem Standort
zu wandern beginnt, sondern fast abhebt - ein fürchterliches Erlebnis,
das aber jeder Bediener einer Fräse mal haben sollte (einfach mal
rein ins "Volle", das macht Spaß und die Spindellager freuen
sich "besonders"!)
Stark durch Schwingungen belastete Schrauben sollten Sie
chemisch sichern. Entweder durch Schraubensicherung irgendeiner
Firma (z.B. Loctite 221), oder Sie verwenden einfach normalen Kunstharzlack
oder Patex-Klebstoff usw., das genügt auch. Das Problem ist, dass
z.B. Loctite eigentlich nur mit Stahl richtig reagiert.
! Wenn
ich schreibe, ziehen Sie die Schrauben richtig fest an, wie stark
ist denn das ? Dazu die Daten: M5 - Schrauben
mit 4 Nm, M6 - Schrauben mit 7 Nm und M8 - Schrauben mit 12 Nm anziehen.
1 Nm entspricht etwa der Verdrehkraft ( Kraft Ihrer Hand )
an einem normalen Gabelschlüssel mit 100 mm Länge von 1 kg. Ist
der Schlüssel 200 mm lang, sind es 0,5 kg.....
! Wenn
Sie bei Ihren Endstufen eine Stromabsenkung z.B. auf 50 % Motorstrom
haben, stellen Sie in der Z-Achse den maximalen Strom ein. Motorstrom
ist z.B. normal 4 Ampere, dann stellen Sie an der Endstufe 5,6 Ampere
ein. Das gilt für alle 2D oder 2,5 D-Arbeiten. Das gilt nicht für
3D-Arbeiten, da dort der Motor immer arbeitet und nicht still steht,
wie bei 2D-Arbeiten.!
! Frage eines Kunden: Welche Minimalschmierung?
Antwort: Möchte mal wissen, warum alle "minimal" schmieren und
nicht "maximal"?
Spiritus
steht lateinisch für Atem und auch für Geist, und
genau dort werden Sie die Wirkung des Ethanol auch
merken.
Für den Profibereich ist natürlich Minimalschmierung mit extra Schmiermitteln
heute ganz normal. Wenn Sie aber nur selten in Metall arbeiten, so bestreichen Sie die Metalloberflächen und
den Fräser mit Öl (Motoröl,
Speiseöl - pflanzlich oder auch von BASF
ich verwende Motorsägenkettenöl hoch belastbar auf Druck
und Temperatur und umweltverträglich). In jedem Supermarkt können Sie
Speiseöle billigst erwerben (Olivenöl z.B.) und streichen Sie mit Öl und einem Pinsel
nochmal nach der halben Frästiefe oder Bohrtiefe nach.
Nehmen Sie einfach gutes Alumaterial wie beschrieben und
einen Fräser mit hoher Steigung, dann legt sich der Fräser auch nicht zu (Einzahnfräser mit
polierter Nut
sind zu bevorzugen - gerade die Qualität der Nut ist sehr, sehr,
sehr,
sehr
wichtig).
|
Info
zu den Aluminiumsorten: Aluminium (lat.: alumen, "Alaun"), chem. Zeichen Al,
metallisches Element aus der 3. Hauptgruppe des Periodensystems der Elemente PSE, Ordnungszahl 13,
mittlere Atommasse : 26,9815. Die Dichte beträgt 2,699 g/cm³, der Schmelzpunkt liegt bei 660.2 °C, der Siedepunkt bei 2467 °C.
Aluminium tritt allerdings nur in Verbindungen wie : Feldspat, Ton oder Bauxit auf. Gewonnen wird Aluminium aus Bauxit, wobei zunächst reines
Aluminiumoxid (Tonerde) hergestellt wird. Diese wird durch Elektrolyse in Aluminium und Sauerstoff zerlegt. Für die Herstellung von 1000 kg Aluminium werden ca. 4000 kg Bauxit, 500 kg Elektrodenkohle, 170 kg Ätznatron, 75 kg Kryolith und bis zu 15000 kWh Strom benötigt.
AlCuMgPb (3.1645)
EN AW 2007
(haupts. Rund und Flach)
Zusammensetzung: in Gew.-%
Cu 3,3 - 4,6
Mn 0,5 - 1,0
Mg 0,4 - 1,8
Pb 0,8 - 1,5
Sehr gut zerspanbar
(Bohr- und Drehqualität)
Werte für Durchmesser bis ca. 60 mm:
Zugfestigkeit 370 - 470 N/qmm
Streckgrenze 250 - 325 N/qmm
Härte 100 - 140 Brinell
Wärmeleitfähigkeit 1,3 - 1,5 W/cm °C | AlCuBiPb (3.1655)
EN AW 2011
(haupts. Rund)
Zusammensetzung in Gew.-%
Cu 5,0 - 6,0
Bi 0,2 - 0,6
Pb 0,2 - 0,6
Sehr gut zerspanbar
(Bohr- und Drehqualität)
Werte für Durchmesser bis ca. 60 mm:
Zugfestigkeit 370 - 410 N/qmm
Streckgrenze 270 - 315 N/qmm
Härte 110 - 130 Brinell
Wärmeleitfähigkeit 1,4 - 1,6 W/cm °C | AlMgSiPb (3.0615)
EN AW 6012
(haupts. Rund)
Zusammensetzung: in Gew.-%
Si 0,6-1,4
Mn 0,4-1,0
Mg 0,6-1,2
Pb 0,4-2,0
Sehr gut zerpanbar
Werte für Durchmesser bis ca. 60 mm
Zugfestigkeit 275-390 N/qmm
Streckgrenze 200-370 N/qmm
Härte 80-120 Brinell
Wärmeleitfähigkeit 1,5-1,9 W/cm °C | AlMgSi0,5 (3.3206)
EN AW 6063
(haupts. Rund, Flach, Wkl, Rohr)
Zusammensetzung in Gew.-%
Si 0,3 - 0,6
Mg 0,35 - 0,6
Sehr gut eloxierbar
Werte für mittlere Querschnitte:
Zugfestigkeit 215 - 260 N/qmm
Streckgrenze 160 - 230 N/qmm
Härte 70 - 80 Brinell
Wärmeleitfähigkeit ca. 1,86 W/cm °C | AlMgSi1 (3.2315)
EN AW 6082
(haupts. Rund und Vierkant)
Zusammensetzung: in Gew.-%
Si 0,7-1,3
Mg 0,6-1,2
Mn 0,4-1,0
gut zerspanbar, gut eloxierbar
Werte für Durchmesser bis ca. 60 mm
Zugfestigkeit 300-350 N/qmm
Streckgrenze 240-320 N/qmm
Härte 95-105 Brinell
Wärmeleitfähigkeit 1,5-1,9 W/cm °C | Al99,5 (3.0255)
EN AW 1050
(haupts. Blech)
Zusammensetzung in Gew.-%
Al 99,5
Beimengen 0,5
Sehr gut verformbar und schweißbar Bedingt eloxierbar,
schlecht fräsbar
Werte für Dicken ab ca. 6 mm:
Zugfestigkeit 75 - 110 N/qmm
Streckgrenze 20 - 60 N/qmm
Härte 22 - 35 Brinell
Wärmeleitfähigkeit ca. 2,2 W/cm °C | AlMg3 (3.3535)
EN AW 5754
(haupts. Blech)
Zusammensetzung in Gew.-%
Mg 2,6 - 3,6
Meerwasserbeständig
eloxierbar
Werte für Dicken ab ca. 6 mm:
Zugfestigkeit 190 - 250 N/qmm
Streckgrenze 80 - 140 N/qmm
Härte 50 - 80 Brinell
Wärmeleitfähigkeit ca. 1,5 W/cm °C | AlMg1 (3.3315)
EN AW 5005
(haupts. Blech)
Zusammensetzung in Gew.-%
Mg 0,7 - 1,1
Gut lackier- und eloxierbar
Gut verformbar
Werte für Dicken bis ca. 10 mm:
Zugfestigkeit 145 - 185 N/qmm
Streckgrenze 80 - 120 N/qmm
Härte ca. 47 Brinell | AlCuMg1 (3.1325)
EN AW 2017
(haupts. Blech)
Zusammensetzung: in Gew.-%
Si 0,2-0,8
Cu 3,4-4,5
Mn 0,4-1,0
Mg 0,4-1,0
Sehr gut zerspanbar
(Bohr- und Fräsqualität)
Werte für Dicken bis ca. 50 mm
Zugfestigkeit 385-460 N/qmm
Streckgrenze 245-340 N/qmm
Härte 95-130 Brinell
Wärmeleitfähigkeit 1,3-1,7 W/cm °C | AlMg4,5Mn (3.3547)
EN AW 5083
Aus
diesem Material werden die EMS-Fräsen gefertigt
(Blech)
Zusammensetzung in Gew.-%
Mn 0,4 - 1,0
Mg 4,0 - 4,9
Gut schweiß- und zerspanbar
Meerwasserbeständig
Werte für Dicken ab ca. 6 mm:
Zugfestigkeit 275 - 315 N/qmm
Streckgrenze 125 - 180 N/qmm
Härte 70 - 100 Brinell
Wärmeleitfähigkeit ca. 1,1 W/cm °C | DURAL®
(Blech und Rund)
Bei Dural®-Aluminium handelt es sich um eine hochfeste Legierung, die eine hohe Härte und Zugfestigkeit aufweist.
Der Begriff DURAL® ist geschützt, es gibt aber vergleichbare günstigere Legierungen. Dies ist zum Beispiel die rechts beschriebene Legierung AlZnMgCu1,5
ca. Werte für DURAL®
Zugfestigkeit 420 - 500 N/qmm
Härte 115 - 135 Brinell | AlZnMgCu1,5 (3.4365)
EN AW 7075
(Blech + Rund)
Zusammensetzung in Gew.-%
Cu 1,2 - 2,0
Mn 0,3
Mg 2,1 - 2,9
Zn 5,1 - 6,1
Hohe Festigkeiten
und zerspanbar
Werte für Dicken von ca. 12 - 50 mm:
Zugfestigkeit mind. 550 N/qmm
Streckgrenze ca. 450 N/qmm
Härte ca. 140 Brinell |
|
Fräserinfo:
Mit
welchen Fräsern arbeitet eigentlich EMS selbst?
Es sind
beschichtete Hartmetallfräser ( Zweischneider JD
6242 080 GS HB ) der Firma http://www.jd-tools.de/
und wirklich
gut. Mit
diesen Fräsern und der neuen P2 können Sie auch mal
durch Stahl gehen (mit Fräsern bis maximal 6 mm Durchmesser
und etwa 1 mm Zustellung)
und gut schmieren und kühlen! Ein Vierschneider ist
bei Stahl natürlich auch in einer kleineren Drehzahl
verwendbar (etwa 5000 U/min bei bis zu 300 mm/min Vorschub).
Bei
genauen Fräsungen in Alu sind diese Fräser auch sehr
gut (6
mm Fräser Zweischneider etwa 22000 U/min, 8 mm Fräser etwa 19000 U/min
und Vorschub bei beiden Fräsern etwa 500 bis 800 mm/min).
Natürlich
gibt es sehr viele Firmen die Fräser anbieten.
Normale
und gute Qualität erhalten Sie z.B. bei:
http://www.as-toolstore.de/VHM-Fraeser-diamantverzahnt
Diamantverzahnt
ist nicht diamantbeschichtet! Diamantbeschichtete Fräser
kosten zwar zwei mal mehr, leisten aber unglaublich
mehr in Bezug auf Lebensdauer und senken damit die Fräs-Kosten
ungemein - bitte nicht an der falschen
Stelle sparen......
Diamantbeschichtete
Fräser >>> hier
Gut und
günstig - na ja!? Gute Qualität kostet immer noch Geld.
Bei Alubearbeitung ist eine Steigung der Schneide wie
rechts dargestellt mit 45 bis 55 Grad natürlich ideal.
Die Qualität der Fräsoberfläche
ist natürlich mit diesen Fräsern unvergleichlich
gut >> hier
Durch extra große Spanräume können die
Späne sehr gut abfließen. Die spezielle Geometrie der Schneiden
verhelfen dem Fräser zu einem weichen und sauberen Schnitt.
Oder hochwertige
Fräser für Metalle und besonders für Kunststoffe usw. mit natürlich auch höheren Preisen bei: http://www.usspecialtools.de/
Fräsmotore ( HF-Spindeln ):
Z.B. bei: http://brand-ag.net/MyShop/ oder: hier oder: hier
oder noch günstiger: hier Oder sehr günstige "Wechsler": hier
Oder
die "ATC
Spindelmotore": http://de.aliexpress.com/cheap/cheap-atc-spindle-motor.html
(auch mit Werkzeugwechsler)
Oder Spindeln der Firma Mechatron: hier
(HF-Motorspindel 8022 inkl. vorprogrammiertem Umrichter). Ein guter Frequenzumrichter wird hier gezeigt. Die Einstellung von
FU sehen Sie hier
oder
hier
Eine
gute Spindel ist aber auch diese Frässpindel: http://www.sorotec.de/shop/Fraesmotoren-neu/hf-spindeln-manuell/srt-spindeln/HF-Motorspindel-luftgek-hlt-2-2kW-inkl--5-Meter-Anschlusskabel.html
Sie
suchen einen FU (Frequenz-Umrichter)? http://www.mandl.it/hinweise-zur-altersschwachen-fu-aktion/
Klibo.de Klinger & Born GmbH (EBay)
Klibo.de Klinger & Born GmbH (Webseite mit Onlineshop)
Wenn Sie viel mit Fräsern mit sehr kleinem Durchmesser
arbeiten (z.B. 1 mm in Holz usw.) sollten Sie keine Kress oder Suhner Spindel
verwenden. Diese Frässpindeln halten sehr lange, wenn diese bis etwa 20000
U/min betrieben werden. Geben Sie aber Vollgas (was bei sehr kleinen Fräserdurchmessern
nötig ist), ist ein baldiges Ende vorprogrammiert. Auch
sind diese Spindeln bei hoher Drehzahl sehr laut.
Für Gravierarbeiten, Platinen fräsen oder
eben Fräsungen in leichtem Material mit sehr kleinen Fräsern sind Drehstromspindeln
viel besser. Diese Hochfrequenzspindeln gibt es ja inzwischen auch zum guten
Preis bis 40000 U/min. So eine für sehr hohe Drehzahl gebaute Spindel können
Sie dann gemütlich mit 28000 U/min arbeiten lassen, ohne dass die Spindel Schaden
nimmt. Unter 12000 U/min arbeiten Sie ja eigentlich eher selten und somit können Sie mit diesen
höchstfrequenten Spindeln auch alle anderen Fräsungen machen. Achten Sie aber dann auf das benötigte
Drehmoment, was so ein 8 mm Fräser in Alu benötigt!
Kaufen Sie eine luftgekühlte Spindel
(auch sehr leise) und Spindelhalter mit
Kühlrippen wie im Shop (geht natürlich auch mit normalen Frässpindelhaltern),
dann haben Sie keinerlei Ärger mit
Flüssigkeiten, Pumpen und Schläuchen oder so Gelumpe - und günstige Spindeln
sind nicht unbedingt schlecht...
Wasser und Strom verträgt sich bei so billigen Spindeln
einfach nicht ;-) Bitte die Spindel gut erden ( PE ) und die ganze Maschine
mit ( PA ).
Normal genügt bis 6 mm Fräserdurchmesser eine 1,5 kW Spindel
für jedes Material. Nur wenn Sie viel mit 8 mm oder noch größeren Fräsern in Alu wühlen,
sollten Sie eine 2,2 kW Spindel kaufen.
Fast alle Spindeln in dieser
Preisklasse kommen ja aus China, darum sind die Preise
zwar sehr unterschiedlich, die Qualität ist aber fast immer gleich im Preissegment
bis 350 Euro (achten Sie
aber auf einen geschliffenen Konus für die Spannhülsenaufnahme!). Wichtig ist
auch die Qualität der Spannhülsen für die Fräser, da dort gewaltige
Qualitätsunterschiede zwischen China.- und Top-Ware bestehen.
Wichtig! Wenn der gekaufte Frequenzumrichter schon vorprogrammiert ist, setzen Sie diesen bitte nicht auf Werkeinstellung zurück. Dann verliert dieser alle Einstellungen und der Spindelmotor kann verbrennen. Machen Sie als unterste Drehzahl minimal 4000 U/min
(besser noch 5000 U/min), gerade bei Vektorregelung kommen Sie nicht tiefer, ohne die Spindel zu beschädigen
(zu hoher Strom bei zu wenig Kühlung).
Machen Sie als unterste Drehzahl minimal etwa 5000 U/min, damit die Fräse nicht
schwingt.
|

|
|
Geräusche oder
Schwingungen an der Spindel oder Mutter?
Diese
vorgespannten Muttern laufen "normal" geräuschlos. Wenn
Sie dort Geräusche hören oder mit der Hand irgendwelche Schwingungen
vor allem in der Z-Achse spüren, so liegt der Spannblock der Mutter
nicht richtig plan auf der Montagefläche auf, bzw. die Mutter ist
nicht axial richtig eingebaut und angular verschoben (angular bedeutet
die Ausrichtung in axialer Richtung - Winkelversatz zur Spindel).
Machen Sie in diesem Fall den Mutternhalter etwas lose und testen
Sie, ob das Geräusch besser wird (bei der Z-Achse auf den Fräsmotorhalter
drücken oder diesen anheben, während die Achse verfährt, z.B. im
Motortest. Dann merken Sie sofort ob da was nicht stimmt). Das Problem
dabei sind die vorgespannten Muttern. Hoch genau, aber diese geben
eben auch keinen 1/100 mm nach und werden sofort lauter, wenn die
Ausrichtung zur Spindel nicht perfekt ist. Meine Fräsen laufen normal
geräuschlos, außer dem Schrittmotorgeräusch dürfen Sie nichts hören
oder spüren! Ist dem nicht so, machen Sie sich bitte auf die Suche
nach der Ursache. Dabei geht es nur um die maximale Lebensdauer der Kugelumlaufmuttern,
die bei falscher Montage im Extremfall
um 50 % sinken kann (ungenau zur Spindel ausgerichtet). Das Problem
ist eben, dass Sie sich mit diesen Muttern schon in "Profibereich"
bewegen. Mit Chinaspindeln bei 5/100 mm Spiel entstehen solche Probleme
natürlich nicht.
|

EMS bemüht mich wirklich, diese Halter genau zu fräsen, aber 2 bis 3/100 mm Fehler kommen schon vor und da müssen Sie einfach
unterlegen bzw. den Halter mit Schleifpapier etwas an der Auflagefläche
abziehen....
Mit
Trapezgewindeantrieb haben Sie solche Probleme natürlich nicht.
|
|
Die Spindel
wird immer von dieser Seite montiert. Der Schmutzabstreifer hat
die Form des Gewindes und so müssen Sie die Spindel auch eindrehen.
Also schon am Anfang auf die Rillen im Schmutzabstreifer achten.
Billige
Chinamuttern haben solche angepassten Schmutzabstreifer natürlich
nicht......
|

|
|
Die Spindel
wird immer gerade eingeschraubt. Halten Sie mit dem Kunststoffröhrchen
immer dagegen, dass die Kugeln der Mutter nicht in die Mitte fallen können
(im Bild die Hand eines "Rechtshänders", der das Röhrchen
mit dem linken Daumen stetig auf die Spindel drückt).
Am Anfang des Kugelganges mit Gefühl einfach mal etwas vor und zurückdrehen,
bis Sie merken, dass die Kugeln das Gewinde greifen. Achten Sie
dabei auf den Schmutzabstreifer am Einlauf der Mutter, dass dieser
gerade bleibt, dann stimmt auch der "unsichtbare" Abstand
innen in der Mutter. Auch der Schmutzabstreifer am Auslauf muss
gerade stehen und nicht nach außen weg gedrückt sein.
In Zukunft werden alle Muttern von EMS vormontiert
ausgeliefert!
|

|
|
Wenn Sie
die Spindel durch die Mutter geschraubt haben, benötigen Sie das
Kunststoffröhrchen ja nicht mehr. Drehen Sie nun die Spindel wieder
ganz vorsichtig zurück und sehen Sie nach, ob da nicht eine Kugel im
Inneren der Mutter liegt (eine Kugel die bei dieser Montage aus
Ihrem Kugelgewindegang gefallen ist). Liegt dort wirklich eine Kugel,
so können Sie diese entweder entnehmen und normal weiter arbeiten, oder
Sie füllen diese Kugel wieder in den ersten Gewindegang der Mutter
ein. Dazu müssen Sie das Kunststoffrohr wieder in die Mutter bringen
(alles zurück wie beschrieben). Dann ziehen Sie das Kunststoffrohr
so weit vom Einlauf und vom Auslauf der Mutter zurück, dass Sie
prüfen können, aus welchem Kugelumlauf die Kugel stammt (Abstand
der Kugeln zueinander bzw. Breite der Lücke, wenn Sie die Kugeln
verschieben). Wenn Sie nun wissen aus welchem Umlauf die Kugel ist,
legen Sie diese dort wieder ein. Dann wieder normal montieren,
wie beschrieben.
|

|
|
Diese Muttern haben drei getrennte
Kugelumläufe. Ist die Anzahl der Kugeln im Einlauf und am Auslauf
gleich, so muss die Kugel ja vom mittleren Kugelumlauf stammen.
Dort kommen Sie nicht ran, ohne dass Ihnen die anderen Kugeln aus
der Mutter fallen. In diesem Fall senden Sie die Mutter mit Kugeln
an NEFF-Gewindetechnik mit dem Hinweis auf EMS. Die erledigen das
dann kostenlos für Sie. Sie können aber auch ohne diese eine Kugel
arbeiten, der Mutter ist das egal und Sie werden keinen Unterschied
merken.
|
|
Links eine Mutter einer
Kundenreklamation. In der Mutter waren Kunststoffspäne ohne Ende.
Aber im Schmiernippel war noch das blaue Fett der Erstbefettung.
Als Folge haben die Kugeln blockiert und wurden zerstört. Eines
ist sicher, wer nicht schmiert, verliert! Ich habe keine Lust für
grundlegende Serviceleistungen an den Maschinen zu zahlen. Wenn
Sie eine Maschine nicht schmieren, so ist das Ihre Entscheidung
und nicht meine (und auch nicht mein Geld)!
|

|
|
|
Rechts mal ein Beispiel (etwas übertrieben)
wie Fett in und auch vor der Mutter und dem Linearwagen wirkt (meine
eigene Fräse). Dieses Fett verhält sich wie ein vorgelagerter Schmutzabstreifer
und lässt Schmutzpartikel erst gar nicht durch. Darum schmieren
Sie bitte alle Teile anfangs sehr gut ab und schmieren mit dem Finger
noch etwas Fett an die Ein.- und Ausläufe der Kugelumlaufmuttern
und der Wagen (so einen Wulst, der die Späne abhält). Je mehr, desto
besser - das kostet doch nichts! Normales Kugellagerfett aus dem
Baumarkt genügt doch und das kostet etwa 4 Euro die Tube.
|
|
Wenn Sie
die Muttern in die Mutternhalter einschrauben montieren Sie zuerst
die Schmiernippel, dann können Sie mit der Zange besser festhalten.
|

|
|
Eine andere Betrachtung der Fräsen in Bezug auf Genauigkeit.
Natürlich arbeiten diese Fräsen genau, aber wie genau, das ist eben die Frage.
Die T7Spindeln haben natürlich Ungenauigkeiten, die aber fast immer auf die
ganze Länge der Spindel gleich sind. Darum ist eben die Frage, wenn Sie in
Ihrem Programm 1600 oder 2000 Schritte pro 5 oder 10 mm Steigung eingeben (eine
Umdrehung der Kugelumlaufmutter), ob das auch stimmt. Messen Sie nach!!!
Es können auch 1599 bzw. 1601 oder 1999 bzw. 2001 Schritte
sein, die Ihre Kugelumlaufmutter für diesen Weg benötigt. Wie gesagt, die
Spindel wird im Rollverfahren hergestellt und somit ist diese vom Anfang bis
zum Ende etwa gleich in ihren Massen, aber auch sicher fehlerbehaftet. Darum
kostet nur eine sehr gute, geschliffene Spindel auch mehr, wie Ihre gesamte Fräse.
Sie als Modellbauer haben sicher nicht die Mittel zur
Messung , um solche Ungenauigkeiten zu testen. Nehmen Sie irgend ein Teil, das
genau und sehr lang ist und fahren Sie dieses manuell mit der Fräse an. Dann
werden Sie die Ungenauigkeiten erkennen.
Die EMS-Spindeln sind ja von NEFF Gewindetechnik und somit
eigentlich genau, aber kleine Fehler schleichen sich immer wieder mal ein
(Käufer von Chinaspindeln haben da sicher ganz andere Probleme).
|
Probleme mit den Zahnriemen?
|
Im linken Bild sehen Sie wie Sie
beide Seiten des Riemens gleichzeitig spannen müssen. Sie dürfen
nicht erst eine Seite vorspannen und dann die andere Seite, da sich
sonst der Zahnriemen nicht richtig um die Antriebsscheibe legt.
Beide Kugellager mit etwa >1 kg drücken und dann beide Schrauben
anziehen. Das gleichzeitige Vorspannen ist ganz, ganz, ganz wichtig!!!
Einmal eingestellt bleibt die Vorspannung für immer.
Das Ausrichten der angetriebenen Muttern zum Portal
wird durch Verdrehen der Spindeln gemacht und nicht
durch Änderungen am Zahnriemen.
Das Testen der Vorspannung des Riemens
im Bild Mitte. Wenn Sie am Punkt A drücken, sollte sich Punkt B
fast nicht mehr nach oben bewegen. Wenn Sie oben den Riemen
einen Zentimeter durchdrücken (mehr sollten Sie mit etwa <1 kg ja
nicht schaffen), so sollte sich der untere Riemen maximal 0,2 mm
heben (besser noch < 0,1 mm). Im Bild ist die Antriebsplatte
der P3 mit einem 1400 mm langen HTD 5 mm Riemen (jetzt HTD 3 mm). Ist der Riemen kürzer, sind
die Wege natürlich kleiner. Die Riemenspannung muss schon sehr hoch
sein um die Genauigkeit des Antriebs zu erzielen. Machen Sie maximal
7 kg Zahnriemenvorspannung (5 kg sind ideal, also in Riemenrichtung
und nicht beim Drücken durch Ihren Finger!). Ab 10 kg Vorspannung
wird der Riemen zerstört. Spannen Sie den Riemen nicht nach, dieses
System läuft sich ein und verändert sich nicht mehr. Sie können
den Druck ja mal über das Seileckverfahren ausrechnen.
Im Bild rechts wird dargestellt,
dass der Schrittmotorhalter natürlich sehr genau ausgerichtet sein
muss. So ein Kugellager läuft bei einem neun Riemen wie ein Rad
Ihres Autos auf der Fahrbahn. Stimmt die Fahrtrichtung nicht sehr
genau, so wird der Riemen nach außen wandern und "abgeschmissen"
werden. Die Kugellager haben ja keine Bordscheibe, wo der Zahnriemen
anlaufen kann. Die Löcher in der Platte sind CNC-gebohrt, darum
lassen Sie die losen Schrauben vorne an den Bohrlöchern anstehen
und ziehen Sie dann den Schrittmotorhalter an, dann dürfte alles
stimmen.
|
|
Bei der
Montage der Kugelumlaufwagen halten Sie diese wie rechts ersichtlich.
Wenn eine Kugel aus ihrer Führung fällt, sehen Sie sofort, wo diese
später fehlen würde. Ist Ihnen eine Kugel rausgefallen so ziehen
Sie die Schiene wieder aus dem Wagen und prüfen, wo diese Kugel
fehlt. Alle Wagen haben vier Kugelreihen. Wenn Sie diese Reihen
mit einem Stift verschieben, sehen Sie wo sich ein größerer Abstand
der Kugeln bildet. Nehmen Sie nun diese Kugel und drücken Sie diese
von der Länge des Wagens gesehen in die Mitte dieser Kugelreihe
- ist wirklich ganz einfach. Die Kugelführungslippen geben soweit
nach.
Wenn
der Schmiernippel an der falschen Seite ist einfach
auf die andere Seite montieren (Inbusschraube und Schmiernippel
austauschen).
Welches Schmiermittel
verwende ich für die Kugelumlaufwagen und Kugelumlaufmuttern? Geschmiert werden die Wagen und
Muttern nach etwa 2000 km Laufleistung oder mindestens alle 6
Monate mit z.B. Shell
Gadus S2 V220, Aral Aralub HLP2 oder einem anderen
guten und "ungefüllten" Fett (keine Zusatzstoffe
wie PTFE und Graphit usw.)!
Nach der Erstmontage müssen alle Wagen
und Muttern voll abgeschmiert werden!!! Schmieren Sie
"sehr langsam", damit das Fett Zeit hat, sich im
Bauteil zu verteilen!
|

|
|
Verwenden Sie bitte
keine Wellenkupplung wie im Bild, damit erreichen Sie
keine hohe Drehzahl der Spindel und auch keine Genauigkeit.
Im Test war die Drehzahl der Spindel und damit die Verfahrgeschwindigkeit
um 40 % kleiner, wie mit einer normalen Klauenkupplung.
|

|
|
Bei der X und Z-Achse muss das Kugellager
voll bis zum Bund der Lagerschale eingepresst werden (nicht bündig
mit der Lagerschale, da das Kugellager leicht in die Lagerschale
eintaucht). Wird dies nicht gemacht, arbeitet sich das Lager im Betrieb
in Richtung Bund und die Vorspannung des Festlagers stimmt nicht
mehr. Auch die Kugellagertellerfeder kann das dann nicht mehr ausgleichen.
Dass die Wellenkupplungen richtig fest angezogen sind, versteht
sich von selbst.
Bei der langen Y-Achse
stehen die Kugellager ja an den Antriebsplatten an und
dort dürfen Sie die Kugellager nicht tiefer in die Lagerschale
einpressen. Diese müssen bei der Y-Achse bündig zur
Lagerschalenoberfläche sein.
Wichtig! Wenn Sie die Kugellager
auf die Hülse montieren fetten Sie die Hülse vorher ein. Die Hülse
wie auch das Kugellager sind geschliffen und da haben Sie "trocken"
sicher Probleme. Fetten Sie nachträglich auch das M20 Gewinde ein,
damit in Zukunft kein Rost entsteht. Nur der 10 mm Sitz der Wellenkupplung
bleibt "trocken".
|

|
Achtung wichtig:
|
Wie stark werden denn die Muttern
der Lager angezogen? Rechts ein typisches Beispiel. Wenn
Sie den Schlüssel einmal 360 Grad drehen (eine Umdrehung) macht
dieser einen Weg von etwa 1000mm, die Mutter macht bei einer Drehung
1,5 mm Weg. Wir haben also ein Untersetzungsverhältnis von 1000
/ 1,5. Wenn Sie nun an diesem Schraubenschlüssel eine Kraft von
1,1 kg wirken lassen, dann gehen zunächst etwa 0,1 kg durch den
Wirkungsgrad des Gewindes verloren. Es bleibt ein
Kg, das bei dieser Untersetzung mit 1000 / 1,5 * 1 kg auf
das Kugellager drückt. Das sind dann 666 kg. Das Lager ist somit
eigentlich schon bei der Montage zerstört! Normal genügt schon das
Gewicht des Schraubenschlüssels plus etwas "Gefühl". Also,
anschrauben bis die Kugellagertellerfeder voll durchgedrückt ist
und dann merken Sie schon den Widerstand der Kugellager. Dann etwa 5
Grad zurück drehen, bis Sie merken, dass der große Druck auf die
Lager wieder weg ist (genau so, wie wenn Sie ein
Radlager an einem PKW einstellen würden). Achten Sie darauf, dass sich nicht die Stahlscheibe
oder die Kugellagertellerfedern im Gewindegang der Hülse verkeilen
und Sie somit glauben, die Vorspannung geht schon auf das Kugellager.
Aber in Wirklichkeit hat sich nur eine Scheibe verklemmt und das
Lager ist noch locker. Mit so einem MF 20 x 1,5
Gewinde heben Sie ohne Probleme einen Lastwagen hoch und können
aber auch die Lager sofort zerstören!
|

|
| Noch mal zur Frage wie stark die Festlager vorgespannt sein müssen. Das können Sie auch mit dem Schrittmotor machen. Feststellschraube an der Lagereinstellmutter lösen, die Mutter lösen und hin und her
schrauben, bist das Gewinde gut läuft. Jetzt die Mutter festhalten und mit dem Schrittmotor die Hülse drehen. Ein 3 Nm-Motor hat wenn er langsam läuft etwa die Kraft, mit der die Festlager vorgespannt werden sollten. Dann die Mutter ganz, ganz leicht wieder öffnen (etwa 3 Grad). Damit, so glaube ich, können Sie sich die Verdrehkraft der Einstellung der
Lagereinstellmutter leichter vorstellen. Beide Federn
werden dabei voll durchgedrückt und dann noch etwas
mehr Kraft (plus die gleiche Kraft die auch die Federn
schon haben - das merken Sie ja dann am Schlüssel).
|
|
Info zur neuesten
Bauform der Tr-Mutter:
Diese Trapezgewindemutter
wird ab jetzt in einer neuen Bauform angeboten. Links
die normale Befestigung, die in Abstand usw. gleich der Iselmutter
ist. Rechts die Einstellschraube. Durch diese Querverspannung wird die Mutter
viel dynamischer und hat auch bei Erwärmung weniger Probleme. Auch
das Einstellen ist kinderleicht. Diese Mutter ist nicht durchgehend
geteilt! Beim Mutternwechsel müssen Sie diese Mutter von der Spindel
abschrauben! Aber die Vorspannung wirkt sich fast zentrisch auf die Mutter
aus. Alle diese Muttern bestehen ja
aus Gleitmaterial, darum sollten Sie unter die Mutter auf der Befestigungsebene
des Metalls, im Bereich der Befestigungsschrauben z.B. doppelseitiges Klebeband usw. anbringen, damit
diese Muttern nicht auf dem Metall "wandern". Sie können
auch das Metall sehr stark aufrauen und/oder Sie kleben ein Gewebeband
unten auf die Mutter. Dann können Sie die Mutter bequem ausrichten,
aber die Gleiteigenschaft ist soweit weg, dass größere Kräfte übertragen
werden können..
|
|
|
Ziehen Sie die Madenschrauben der
Loslagerhülse nicht zu stark an. Gerade bei Trapezgewinde können
diese Madenschrauben das Gewinde der Spindel beschädigen. Etwas
Lack oder eine andere chemische Sicherung auf das Gewinde und ganz
leicht anziehen. Die einzige Funktion dieser Schrauben ist, dass
die Spindel nicht frei in der Hülse drehen kann (Mitnehmerfunktion).
|
|
|
Der Aufbau mit Aluprofilen usw..
Aluprofile, egal von welcher Firma
auch immer, sind nicht gerade. Linearführungen, auch wenn diese
geschliffen sind, sind auch nicht "von Geburt an" gerade.
Kurz gesagt, es gibt keine perfekten Teile am Markt. Egal wie genau Sie eine
Fräse aufbauen, es wird immer Ungenauigkeiten geben. Die Frage ist
nur, wie groß sind diese. Genau diesen Punkt können Sie durch einen
exakten Aufbau beeinflussen. Da kein Mensch eine Messmaschine im
Hobbykeller hat bin ich mir sicher, dass manche Frästische mit Ungenauigkeiten
über einem Millimeter aufgebaut werden (die Teile selbst sind
aber viel genauer). Die exakte Breite, Rechtwinkligkeit und der
plane Aufbau des Frästisches sind sehr wichtig. Nehmen Sie sich
bitte Zeit für den Aufbau! Wenn Sie ein Loch mit z.B. 30 mm fräsen
und Ihr Frästisch ist "krumm wie eine Banane", so kann
sich dieser Fehler des Frästisches über diese 30 mm mit etwa 2/100
mm im Fräsergebnis niederschlagen.
|

|
|
Wer sucht, der findet. Links ein
Bild einer Kundenreklamation. Wie gesagt, Aluprofile sind nicht
perfekt und nicht mit gefrästen Linearführungsaufnahmen zu vergleichen.
Natürlich sehe ich mich auch am Markt um, aber selbst bei den besten
Profilen wie in den anderen Bildern sehen Sie schon Ungenauigkeiten
mit dem bloßem Auge. Die Auflageflächen sind eingefallen und das
liegt an der normalen Schrumpfung nach dem Stangenguss. Was bedeutet
das für den Aufbau von Fräsen mit solchen Profilen? Für Sie als
Modellbauer eigentlich nichts, da derlei Ungenauigkeit sich nach
dem Aufbau nur unwesentlich oder gar nicht auf die Genauigkeit der Fräsergebnisse
niederschlägt.
|
|
Für die alte P1 und P2:
Bei den Profilen ist fertigungsbedingt
eine Seite etwa eben (1) und an der anderen Seite fallen die Nuten leicht
ein (2). Die gerade Seite kommt innen rein und an die Nut (2) wird
die Linearführung angeschraubt. Die Linearführung liegt ja beidseitig
nur etwa 4 mm auf und somit spielt die Schräge in diesem Bereich
mit 0,02 mm keine Rolle. Diese Schräge ist ja über die ganze Länge
des Profils gleich. Natürlich ist das Bild rechts total übertrieben
gezeichnet, es geht nur um 0,1 mm über den Bereich (2). Die Qualität
der Profile selbst ist weit besser wie die DIN-Norm es vorschreibt.
|
|
|
Mal eine Betrachtung zur Bedämpfung der Fräse bzw. der Profile
(auch bei Stahlfräsen ist dieses Thema sehr wichtig).
Gehen Sie mal
in ein Hochhaus wo ein Treppengeländer aus Stahl durchgehend über mehrere Stockwerke
verbaut ist und schlagen Sie im ersten Stock an das Geländer. Dieser Schlag
läuft wie eine Welle (Stehwelle wie bei Senderkabeln ohne Abschluss) bis nach ganz oben und kommt dann wieder zurück. Diese
Schwingung hält sehr lange an (gerade Stahl und sehr harte Werkstoffe haben
dieses Problem). Wenn Sie aber nur einen Finger nach dem Schlag an das Geländer
legen, wird diese Schwingung (Energie) sehr schnell bedämpft (die Energie wird
vernichtet in Ihrem Finger). Machen Sie eben dieses Bedämpfen auch bei Ihrer
Fräse. Loser Sand in den Profilen (½ - gefüllt genügt). Das wirkt sicher besser wie eine totale Füllung mit
Beton (Mineralguss), der ja fest an die Profile gebunden ist und somit voll
mitschwingt (Zwar in einer kleineren Frequenz, aber dann zumeist noch stärker
an der Fräsfläche
sichtbar. Kleinere Frequenz bringt größere Wege der Schwingung). Alles was dämpft ist lose und nicht statisch fest verbunden!
2K-Schaum in den Profilen wirkt darum fast nicht, auch wenn dieser z.B.
mit Sand vermengt wurde. Lieber alten Teppichboden
lose einfüllen, der schwingt gegen die Erregung und nimmt die Energie auf
(Das Material muss flächig aufliegen und Raum zum Schwingen haben!).
|
Denken Sie an einen Stoßdämpfer, der ist ja auch nicht mit
Mineralguss ausgegossen. Trittschalldämpfung für Trockenbaudecken, Weizenkörner, Reis usw., eben alles was locker liegt und gegen
die entstandene Schwingung wirkt. Einfach eine Plastiktüte damit
füllen und in die Profile einbringen. Und immer nur zur halben Profilhöhe
oder etwas darüber! Bei voller
Füllung ist das Material verdichtet und kann nicht mehr arbeiten
(statisch fest).
Sie werden es mir sicher nicht glauben, aber durch die eingeleitete
Schwingungsenergie einer Fräse wird die lose Füllung der Profile
sogar warm. Je schwerer und je "loser", desto besser ist
die Dämpfung. Denken Sie mal physikalisch.
Machen Sie die Dämpfung der Profile auch mit unterschiedlichen Materialien
bei gleichen Profilen mit gleicher Funktion, dann schwingen gleiche
Profile bei unterschiedlichen Frequenzen und die Maschine bleibt
ruhig.
Rechts ein rückstoßfreier Hammer, der das oben Erklärte in
etwa verkörpert.
Eine saubere Lösung ist auch, z.B. eine Baustahlstange (Durchmesser
>12 mm) mit
Schaumstoff zu umwickeln und diese dann in das Profil einzuführen (Moosgummi
wirkt am besten). Dieser Stahl schwingt dann gegen die Schwingung des Profils
und der Schaumstoff dient als Dämpfer (Stoßdämpfer der Massen).
Bei den neuen Fräsen von EMS sollten
die Profile nur noch mit Leder, Filz oder anderen dämpfenden
Materialien voll gefüllt werden. Blei oder Sand sind
zu schwer und beeinträchtigen die Dynamik der Fräse.
|

|
|
Das Anbringen der Linearführungen
der langen Achse bei der alten P1 und P2:
Die Wagen der Y-Achse sollten im
Winkel zur Fräsfläche stehen. Wie sich ein Fehler auswirkt sehen
Sie in ersten Bild. Ist das so, wenn z.B. die Aluprofile
zur Mitte hin eingefallen sind, sollten Sie die Schiene ausrichten.
Dies geschieht durch Unterlegen von Alufolie unter die Auflagefläche
der Linearführung. Normale Alufolie aus der Küche, die Sie auch
falten können, um mehr unterzulegen. Ist alles fest angeschraubt,
können Sie diese an den Rändern mit einem Teppichmesser bündig abschneiden.
|
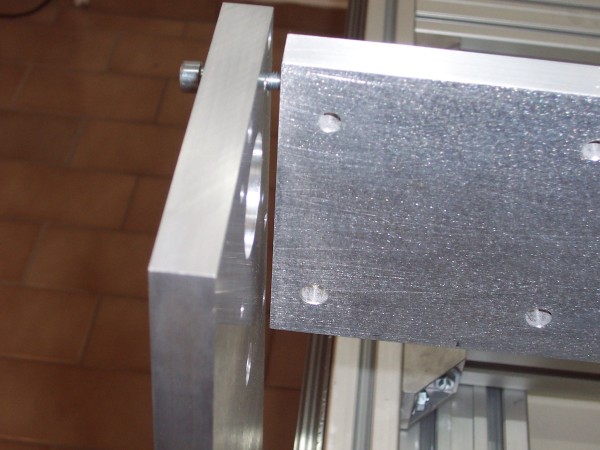
|
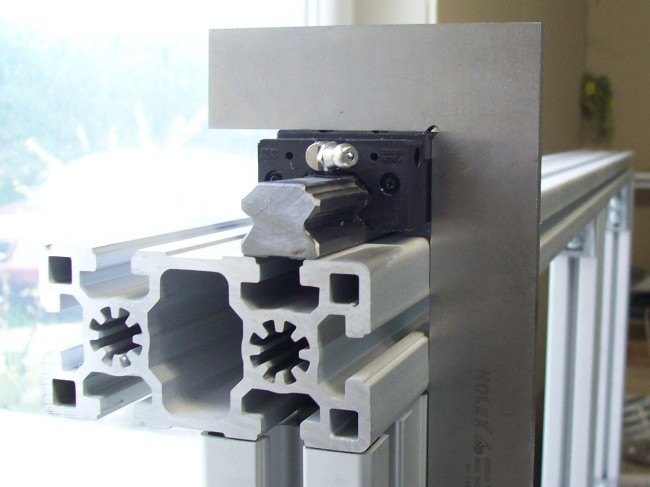
|
|
Wenn der Tisch mit den seitlichen
Y-Führungen montiert ist, sollten Sie um diesen genau auszurichten
einfach mal das Portal mit den beiden Wangen, die X-Platte und die
untere X-Antriebsplatte (untere Verbindung der Wangen) bestücken.
Dann können Sie testen, ob auch die Breite usw. des Tisches stimmt.
Sie können die Breite des Tisches über die ganze Länge ja nicht
genau beim Erstaufbau einmessen (mit was auch?). Das Portal richtet
dann den Tisch genau bezüglich Breite und Stellung der Führungen
aus.
|
|
Worst Case 2D-Betrachtung
(schlechtester und ungünstigster Fall).
Welche Fehler sind möglich und
welche Auswirkung haben diese.
Sie wollen ein Werkstück mit 100 mm
x 100 mm Seitenlänge fräsen:
Ihre Achsen (X
und Y-Achse) sind nicht rechtwinkelig, sondern Sie haben einen Fehler
von 0,5 mm. Dies ergibt bei 100 mm Fräsweg einen Fehler von 0,07
mm. Ihre
X-Achsenplatte ist oben um 0,2 mm verdreht. Dies ergibt unten am
Fräser über 100 mm Weg einen Fehler von 0,06 mm.
Dazu rechnen wir jetzt noch die
"normalen" Fehler.
Die
Steigungsabweichung der Spindel ist 0,05 mm auf 300 mm Länge. Ergibt
bei XY-Betrachtung addiert einen Fehler auf 100 mm von 0,024 mm.
Dazu kommt das Umkehrspiel der Antriebsmuttern von 0,02 mm was quadratisch
addiert 0,0283 mm Fehler sein kann.
Da
Sie von XY-Null aus fräsen kommt noch der Portalverzug dazu mit
etwa 0,03 mm möglichem Fehler.
|
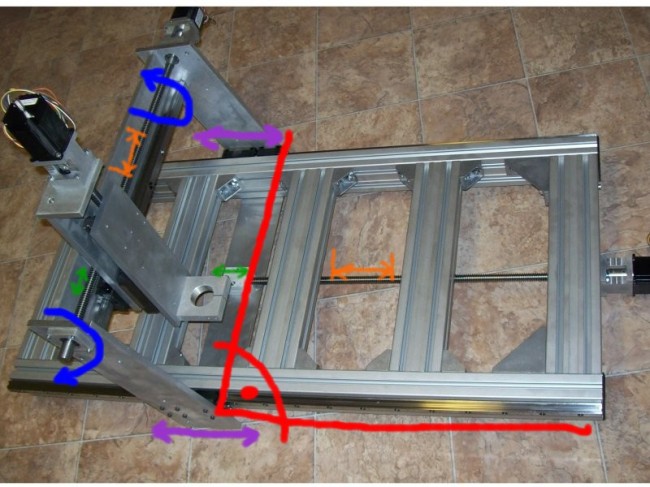
|
| Die
Summe der Fehler für dieses Werkstück beträgt im schlimmsten Fall
also 0,212 mm. Die Frässpindel selbst und der elektrische Antrieb
(Schrittmotor, Wellenkupplung und Microschrittfehler) wurden dabei noch nicht mal berücksichtigt und können auch noch
mit etwa 0,05 mm zu Buche schlagen.
Aber keine Angst ! Das ist ja eine
Worst Case Betrachtung und normal sind es viel weniger Fehler. Ich
wollte Ihnen nur klar machen auf was es ankommt und wo sich die
"kleinen" Fehler verstecken. Diese Betrachtung gilt natürlich
für alle Maschinen aller Hersteller und nicht nur für meine Fräsen!
Führungen mit Stahlwellen oder Rollen haben da noch ganz andere
Werte. Wenn Sie es sich also nicht zutrauen eine Maschine exakt aufzubauen,
sollten Sie keinen Bausatz kaufen!
|
|
Wie genau kann man mit der P2
bzw. P3 fräsen?
Egal ob mit Kugelumlauf.- oder Trapezantrieb,
Sie können sehr genau fräsen. Die besten Ergebnisse erzielen Sie
mittig, d.h. längs der langen Y-Spindel, da es dort fast keinen Portalverzug
gibt (X-Achse mittig). Dort sollte eine Genauigkeit von
2/100 mm in eine Richtung machbar sein. Bei 2D-Fräsen wird ein Fehler
von 2/100 mm auf jeder Achse automatisch auf 0,0283 mm ansteigen,
da sich die Fehler der einzelnen Achsen quadratisch addieren. In
3D kann das bis zu 3,5/100 mm hoch gehen (rein rechnerisch betrachtet).
Am Anfang und am Ende der X-Achse (Portalachse) kann ein Portalverzug
von etwa maximal 4/100 mm bei höherer Belastung entstehen. Rechnen
Sie also alle Widrigkeiten in 2D-Bearbeitung zusammen, so kann der
Fehler auf 6,83/100 mm ansteigen. Wie gesagt, im schlimmsten Fall.
Meiner Erfahrung nach liegt der maximale Fehler so bei 2/100 bis
4/100 mm (z.B. ein 80 mm großes Loch in eine 15 mm starke Aluplatte
gefräst mit der Mustermaschine).
|
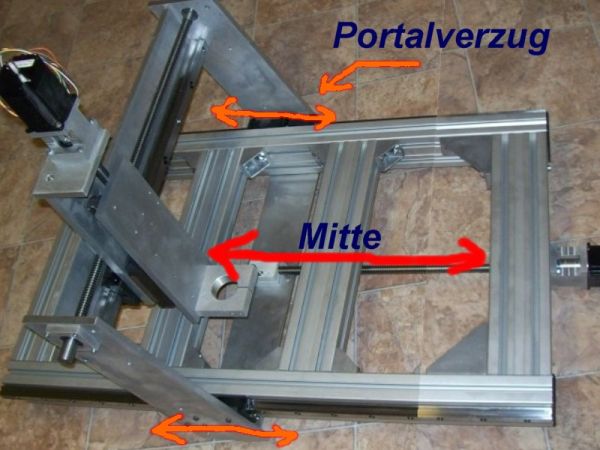
|
|
Die wichtigste Einstellung der Fräse ist die Einstellung der
Z-Achse zum Tisch (Stellung des Fräsers). Diese muss absolut genau im 90 Grad Winkel zum Tisch stehen
(in X und in Y-Richtung).
|
|
Eine andere Betrachtung einer
Portalfräse:
Angenommen Sie wollen eine gerade Fräsung in
der X-Achse machen, dann haben Sie das Problem des "statischen
Verzugs". Die rote Linie zeigt "natürlich total übertrieben"
den Fräsweg des Fräsmotors "F". Aber z.B. ein 8 mm Fräser drückt schon
ganz schön auf die X-Achse. Der zentrale Punkt der X-Achse ist ja
die Antriebsmutter, und gegen diesen Punkt arbeitet die Spindel im
Fräsmaterial. Wenn Sie eine extrem gerade Fräsung brauchen, so fräsen
Sie also mittig auf dem Frästisch in Y-Richtung. Es geht bei dieser
Betrachtung natürlich nur um 2/100 bis 3/100 mm.
|
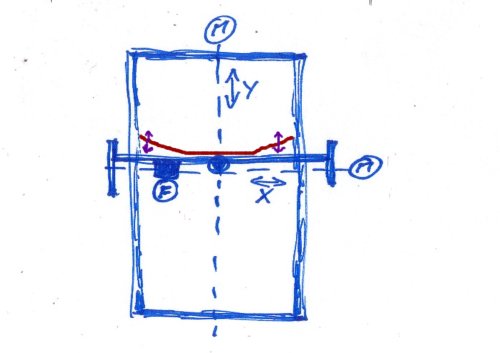
|
|
Nicht statisch, sondern eine dynamische
Betrachtung:
Die Y-Spindel bildet ja das Zentrum der Festigkeit
der X-Achse in Y-Richtung. Ein Kunde kam nun auf die Idee, den
NEMA 23 - Motor der X-Achse durch einen größeren und schwereren
Motor zu ersetzen. Für den Anbau eines NEMA 34 Motors benötigen
Sie aber einen Adapter, da die Abstände der Schrauben größer sind.
Aber meine Schrittmotorhalter sind bis maximal NEMA 23 berechnet.
Auch haben diese größeren Motore stärkere Wellen, wobei meine Wellenkupplungen
für Wellen mit maximal 10 mm ausgelegt sind. Nun zum Bild rechts.
Der zentrale Punkt ist wieder die Y-Spindel mit der Antriebsmutter
für die X-Achse. Das Gewicht links und rechts dieser Antriebsmutter
ist im Idealfall gleich. Wenn Sie also hauptsächlich wie auf dem
Bild links fräsen, so verbauen Sie den Antriebsmotor der X-Achse
rechts, wie im Bild. Die bewegte Gewichtskraft links und rechts der Y-Mutter
ist im Idealfall gleich. Moderne Steuerungen haben ein enormes Beschleunigungsvermögen
und da ist diese Betrachtung sicher angebracht, auch wenn es nur
um 0,01 bis 0,03 mm geht.
|
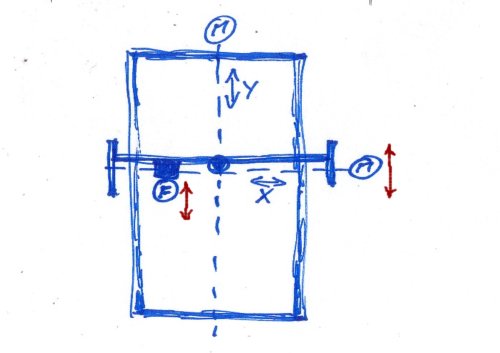
|
|
Noch mal dynamisch betrachtet:
Wenn
Sie langsam verfahren spielt die Betrachtung rechts keine Rolle,
wenn Sie aber sehr schnell verfahren müssen, beim Fräsen von modernen
Verbundwerkstoffen usw. ist diese Überlegung schon wichtig. Schnelle
Richtungswechsel der Y-Achse bringen enorme Kräfte auf die Linearführungen
und können einen leichten Portalverzug verursachen. Darum sollten
Sie zumindest das Gewicht des Schrittmotors und dessen Halter mit
einem Ausgleichsgewicht (A) kompensieren. Natürlich halten die
Linearführungen der P-Serie jegliches Gewicht leicht aus, aber wenn
Sie die Maschine mit mehr Gewicht verstärken wollen, sollten Sie
wissen, wo dieses angebracht wird.
|
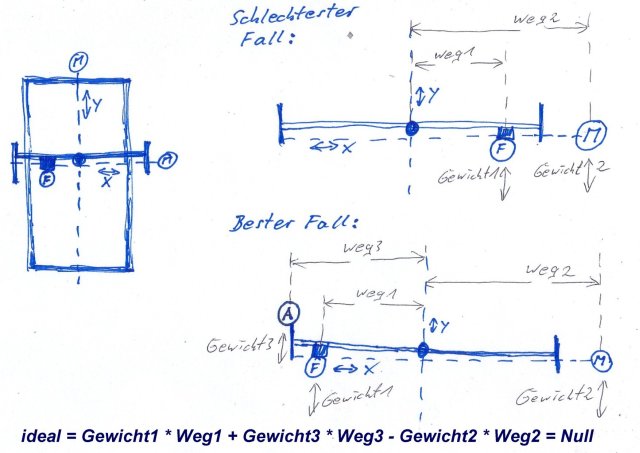
|
|
Die Einstellung und Überprüfung
der
Fräse nach dem Aufbau:
Es muss Ihnen klar sein,
dass kein Bauteil der Fräse 100 % genau ist (auch nicht die Linearführungen
usw. ). Alle mechanischen Teile haben einen gewissen Fehler, so auch die
geschliffenen Führungen (natürlich sehr wenig, aber es gibt kein perfektes,
mechanisches Teil). Wenn wir nun diesen Gedanken ansetzen, so können Sie
eigentlich nicht von einem Teil der Fräse zu einem anderen Teil der Fräse eine
Messung vornehmen, da ja beide Teile nicht ganz genau sind. Wenn Sie also z.B.
mit einer Messuhr arbeiten wollen, so benötigt diese Uhr einen genauen Bezug,
den eigentlich nur eine Richtplatte oder eine hochgenaue Winkelplatte usw.
darstellen kann. Aber zwischen zwei Flächen der Fräse selbst zu messen macht
wenig Sinn (beide Flächen sind ja fehlerbehaftet).
Aus dieser Erkenntnis
heraus arbeite ich nur noch mit Winkel und Wasserwaage (Maschinenwasserwaage
mit 0,02 oder 0,04 mm pro Strich und Meter). Ein Winkel hat in sich selbst
einen genauen Bezug und eine Wasserwaage hat egal wo ich diese ansetze immer
den gleichen Bezug (die Mutter Erde). Aber auch dieses Ausrichten der Maschine
ist nur bis zu einer gewissen Genauigkeit möglich.
Zuerst wird der Frästisch leicht überfräst. Also messen Sie als erstes den
Abstand der Opferplatte links und rechts an der X-Führung und richten diese
nach der Opferplatte am Tisch aus. Noch besser, Sie messen von den
Führungswagen oder noch besser von den Y-Schienen hoch zur X-Führung (die langen Führungen müssen
natürlich absolut gerade in ihrer Höhe montiert sein). Beide Seiten müssen absolut
gleich hoch sein. Dann muss als erste Tat die Opferplatte überfräst werden (die
ganze Fläche etwa 0,3 mm tief). Schon an den inneren Rändern und der Fläche
ist dann zu erkennen, wie genau der
Tisch in der Höhe zum Portal steht und wie rechtwinkelig das Portal zum Maschinentisch
steht. Darum auch die starke X-Schiene, da diese als zentrales Bauteil
für die Genauigkeit der Fräse verantwortlich ist. Genauer geht ja
immer, aber so starke Schienen haben schon eine sehr hohe Genauigkeit. Normal
ist die Materialstärke ja an jeder Stelle des Tisches gleich. Wenn
also Bereiche der Opferplatte vom Fräser nicht erreicht werden (eine
Delle), so prüfen Sie bitte zuerst noch mal die Geradheit der Frästischoberfläche
(den Grundaufbau der Aluprofile und die Ausrichtung der langen Y-Schienen).
Einmal überfräst,
bleibt der Tisch dann
zunächst auch so (wenn alle Einstellungen stimmen können Sie zum Schluss den
Tisch noch mal überfräsen). Die Z-Höhe ist jetzt auf dem ganzen Tisch gleich,
egal wie gut die Z-Achse ausgerichtet ist. Dann spannen Sie eine Platte
(Aluplatte oder Holzplatte) auf den Tisch auf. Stärke etwa 15 mm und etwa 200 x
200 mm und überfräse diese an den Seiten im Quadrat (zur Not geht auch eine
dünnere Holzplatte usw., aber verwenden Sie einen starken Fräser mit mindestens
6 mm Durchmesser (8 mm ist ideal)). Messen Sie nun dieses Quadrat nach. Wenn
Sie keinen genauen Winkel haben, dann fräsen Sie eine zweite Platte und legen
diese (auf Umschlag - Oberseite auf Oberseite) auf die erste Platte. Haben Sie einen Winkelfehler der Y-
zur X-Achse, so sehen Sie das dann sofort und auch die Größe des Fehlers auf
200 mm (je größer das Quadrat ist, desto besser erkennen Sie den Fehler). Die lange Achse ist ja nicht einstellbar, somit sind dann Winkelfehler
an dieser Fräsung am Portal zu verändern (an der Querverbindung der Wangen
unten). Ein genauer Winkel genügt natürlich auch um Fehler zu erkennen. Somit
ist auch die X-Achse perfekt. Die Rechtwinkeligkeit der Z-Achse ist am
schwierigsten zu testen. Die Tischfläche ist ja jetzt gerade, somit können
Sie zunächst die Rechwinkeligkeit der Z-Führungen zum Tisch messen (den rechten
Winkel der X- zur Z-Achse müssen Sie ja schon bei der Vormontage absolut genau
gemacht haben, und somit sollte das
stimmen. Spannen Sie in den Fräsmotor einen langen Bohrer oder genaues
Rundmaterial mit mindestens 60 mm Länge ein. Nun einen Winkel von der
Fräsfläche an diesen Bohrer legen und die Z-Achse rechtwinkelig zum Tisch
einstellen. Wenn Sie eine Chinaspindel
verwenden, können Sie auch am Gehäuse dieser Spindel die Rechtwinkeligkeit zum
Frästisch testen. Grundvoraussetzung
für eine senkrechte Z-Achse sind aber zunächst die Z-Linearführungen, die zuerst
eingemessen werden müssen. An keinem Punkt dieser Einstellungen wurde eine
Messuhr benötigt, es genügt immer ein genauer Winkel und/oder eine Testfräsung. Wenn Sie fertig sind überfräsen
Sie
einfach mal eine Platte. An der Oberfläche erkennen Sie dann sofort,
ob Ihr Fräser senkrecht über der Fräsfläche steht (eine Aluplatte
ist dazu ideal und der Fräserdurchmesser sollte so groß wie möglich
sein). |
|
Eine andere Möglichkeit der 90 Grad
Prüfung der X und Y-Achse:
Wichtig! Machen
Sie diesen Test natürlich auch in der X-Richtung !!!
Legen Sie ein Bauteil auf
die Fräsfläche und zeilen (fräsen) Sie dieses ab (A). Dazu muss
natürlich ein Anschlag für das Frästeil vorhanden sein, der zuvor
mit
der Fräse überfräst wurde. Fräsen Sie das Testteil aber nur bis
zur Hälfte der Tiefe in der Z-Achse! Dann drehen Sie das Testtauteil um (Bauteil wenden,
Oberseite wird Unterseite
- B) - auf "Umschlag" fräsen. Fahren Sie das gleiche Programm
noch mal durch. Wenn beide gefrästen Flächen
gleich verlaufen ist Ihre Fräse richtig ausgerichtet. Natürlich
geht das auch mit Holz. Dieser Test
wird auch bei Profimaschinen gemacht - Sie werden sich wundern,
wie ungenau Ihre Fräse ist! Die Fläche "A" muss nach
der Bearbeitung nach dem Umdrehen des Bauteils aussehen, wie wenn
Sie in einem Zug über diese gefräst hätten, also keine schief verlaufenden
Tiefen in der Fräsung, ein Versatz der Tiefe ist durch das Umdrehen
natürlich normal. Wenn dort also Probleme bestehen, so richten Sie
die Querachse über die Antriebsplatte unter den Wangen der Maschine
neu aus. Die Fräsen arbeiten wesentlich genauer wie Ihre Messung
mit einem
Winkel - Sie können solche Ungenauigkeiten nicht mit einem
Winkelmesser einstellen. Nur durch das Fräsen selbst und die gefräste
Fläche erkennen Sie
kleinste Ungenauigkeiten.
|
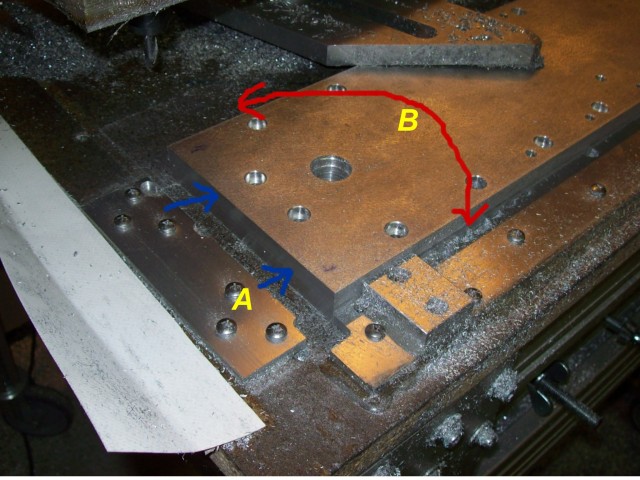
|
|
Das Planfräsen ist für jede Fräse die größte
Herausforderung überhaupt. Im Bild sehen Sie eine Fräsfläche die von einem leicht
geneigten Fräser bearbeitet wurde. Der Fräser geht vorne im Halbkreis in das
Material, aber von den Schneiden im hinteren Bereich sieht man keine Berührung
des Materials (dieser Neigungswinkel wurde für dieses Bild programmiert,
darum ist der Winkel immer in Richtung des Vorschubs).
Dieser minimale Neigungswinkel des Fräsers verursacht zwischen den Fräsbahnen
eine Erhöhung (rot). Darum richten Sie den Fräsmotorhalter exakt an der
Fräsfläche (Maschinenbett) aus (schon beim Aufbau über alle Achsen). Da muss wirklich alles stimmen ! Schon
Abweichungen von 3/100 mm führen zu schlechten Ergebnissen! Der Fräser muss
absolut senkrecht über der Fräsfläche stehen !
|
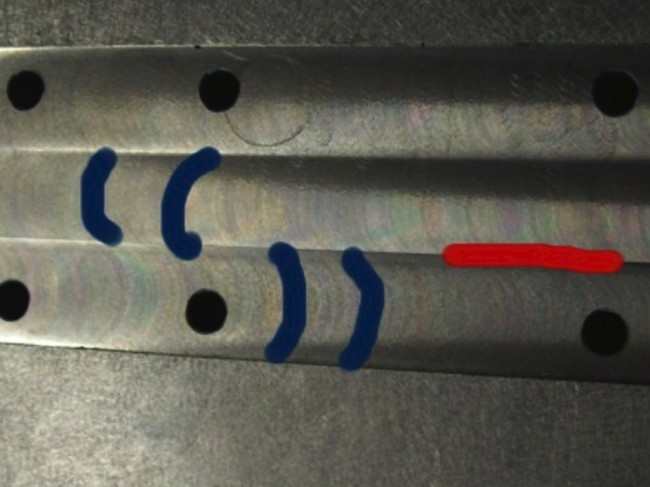
|
Eine Frage eines
Kunden nach einer schlechten Oberfläche der Fräsung:
Hallo Be..., die Teile sind anscheinend "aus dem Vollen gefräst". Sprich, Du bist einfach durch das Material gefahren und der Fräser stand dabei beidseitig am Alumaterial an. Das geht so nicht, da der Fräser dabei zu schwingen beginnt und links und rechts im Fräskanal "einschlägt". Das geht mit keiner Fräse...... Also, erst in einem Abstand von etwa 0,5 mm 1,5 mm tiefer, dann nochmal das Originalmaß fräsen. Um genau zu fräsen muss der Fräser immer an der
gegenüberliegenden Seite frei sein, sonst schwingt so ein Fräser und die Späne drücken diesen auch noch weg in das Material, das dann eben so aussieht, wie Deine Fräsungen (die dafür eigentlich noch ganz gut sind, was die gute
Qualität Deiner Spindel aussagt). Ein
direkter Fräskanal ist bei Holz ,Kunststoff oder
Stahl möglich, aber leider nicht bei Alu.
Also alles ganz normal....... Einfach die Methode ändern!
Gruß Hermann |
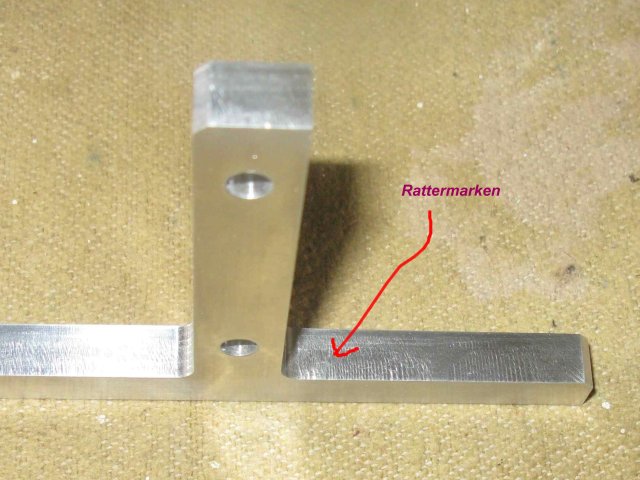
|
|
Die Frage eines Kunden:
hallo herr möderl,
noch ein paar fragen:
1. welches messinstrument empfehlen sie mir, mit dem ich den nullpunkt des werkstückes feststellen kann
2. welches messinstrument empfehlen sie mir, um den abstand zu einem gegenstand zu messen (beispiel: genauigkeitsmessung der fräsmaschine usw.)
3. welchen schraubstock empfehlen sie für die metallbearbeitung, einen gewöhnlichen billigen maschinenschraubstock oder einen präzisions-schleifschraubstock
bitte geben sie mir auch noch händler an, wo man diese werkzeuge am besten kaufen sollte/könnte.
|
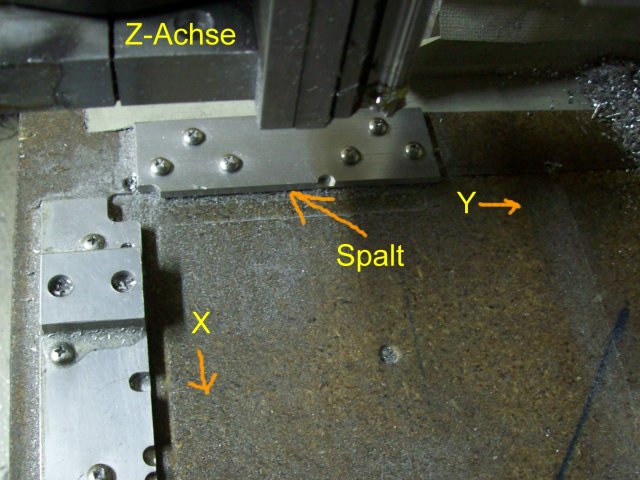
|
|
Meine Antwort: Was wollen
Sie denn messen? Die Fräse arbeitet genauer wie normale Messmittel
auf diese Länge. Richten Sie alle Achsen genau im Winkel aus. Bauen
Sie die Schalter für Nullposition an, so dass diese auch überfahren
werden können. Sie stellen den Nullpunkt nicht mit den Schaltern
ein, sondern über den Offset von der Schalterposition ausgehend
im Programm. Machen Sie sich Anschläge für X/Y-Null auf dem Frästisch
aus Alu (kein Stahl!). Ab jetzt bestimmt die Fräse, wo Null ist!
Überfräsen Sie diese Anschäge, dass die Fräse ihren eigenen Nullpunkt
in X/Y macht. Fräsen Sie an der Anschlagposition zuerst etwas tiefer
in die Holzplatte, damit Späne an der unteren Ecke nicht "auftragen
- es entsteht ein Spalt zwischen Platte und Anschlag". Sie
müssen diese Ecke reinigen können! Schraubstock - für was??? Nehmen
Sie eine T-Nutplatte die Sie auf der Fräsfläch großflächig aufspannen können
und spannen Sie dort Ihre kleinen Alu-Bauteile über Gleitsteine ab. Diese Platte,
z.B. 300 x 300 mm können Sie dann komplett auf dem Tisch abspannen
in X/Y-Null an den Anschlägen. Machen Sie sich Aufspannhilfen! Wenn
diese T-Nut-Platte wieder entfernt ist, können Sie wieder die ganze
Fräsfläche für große Projekte nutzen. Darum auch eine Holzopferplatte,
die eigentlich alle Ansprüche erfüllt. Ich
baue ganze Fräsen auf meiner CNC und ich benötige keinen Schraubstock!
Bedenken Sie immer - die Fräse selbst bestimmt die Position und nicht eine
ungenaue Messung mit einem " Spielzeugmessmittel unter 1000
Euro! ".
|

|
Die Frage nach einem Schraubstock auf einer Portalfräse ist
eigentlich unnötig. Ein guter Niederzugschraubstock kostet sicher ab 300 Euro. Normal werden die
Bauteile beim Einspannen in einen Schraubstock ja angehoben, darum ist
jeglicher billige Schraubstock für eine Fräse ungeeignet. Niederzug besagt
eigentlich nur, das das Werkstück beim Festspannen nicht angehoben wird. Machen
Sie sich doch das Ganze einfach wie auf dem Bild. Eine starke Aluplatte mit
genau ausgerichteten Winkeln genügt doch.
|

|
Mit zwei Schraubzwingen an den Winkeln befestigt haben Sie
sehr hohe Genauigkeit und das zu fräsende Material hebt sich auch nicht an.
|

|
|
Wichtig ist natürlich der Rundlauf
des Fräsers selbst. Billige Spindeln können einen Fehler bis zu
5/100 mm am Fräser bewirken und auch Schmutz im Spannkonus usw. hat
große Ungenauigkeiten zur Folge! Hauptsächlich sind billige
Spannwerkzeuge an Ungenauigkeiten schuld. Mein Erfahrung ist, je
größer der Konus, desto genauer wird dieser.
Testen Sie den Rundlauf des Fräsers zunächst
statisch. Stellen Sie ein Metallstück parallel zum Fräser in sehr
kleinem Abstand 1/100 mm und drehen Sie diesen mit der Hand (Bild rechts). Am
Lichtspalt können Sie jeden 1/100 mm erkennen.
Für diesen und andere
Teste benötigen Sie keine Messuhr! Wie groß die Ungenauigkeit ist
spielt ja keine Rolle, da Sie jegliche Ungenauigkeit beseitigen
müssen und somit ist es egal ob 2/100 oder 5/100 mm Fehler war.
Für eine Spindel die einen Fehler unter 1/100 mm hat, müssen Sie
schon richtig Geld ausgeben ( Lagerung mit vorgespannten INA-Schrägkugellagern
und die Fräseraufnahme bitte "Made in Germany" )!
|
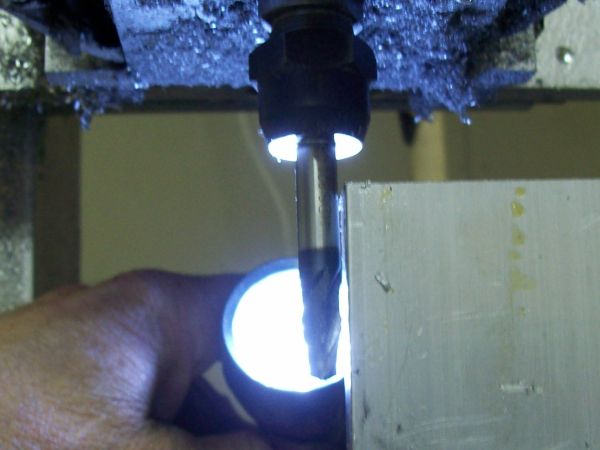
|
|
Testen Sie den Rundlauf dynamisch.
Dazu stellen Sie am Fräsmotor die kleinste Drehzahl ein. Wenn Sie
nur einen Schraubenzieher haben so geben Sie etwas Öl darauf, besser
ist Aluminium oder noch besser ein Bleistift (Holz). Lassen Sie
den Motor laufen und berühren Sie den Schaft des Fräsers (je länger
der Schaft aus der Spannung ragt, desto besser - weit unten testen).
Sie dürfen keinerlei Unwucht feststellen! Der Bleistift darf nicht
"schwingen".
|

|
|
Grundvoraussetzung ist natürlich,
dass alles ohne Späne und total sauber ist!
Pressluft ist für diese reinigende
Aufgabe natürlich klasse.
|

|
|
Ganz wichtig ist, dass der Fräser
so kurz wie möglich aus der Hülse ragt. Im Bild ist es ein 8 mm
Fräser der nur 20 mm herausragt. Den Fräser immer der Frästiefe
anpassen und nicht weiter heraus stehen lassen wie nötig.
Verwenden Sie keine "Spielzeugfräser"
so um die 0,8 bis 1,5 mm Durchmesser für Arbeiten in Metall. Mit
etwa minimum 4 mm bis 10 mm Durchmesser des Fräsers erreichen Sie die höchste
Genauigkeit der Fräsungen (je größer der Durchmesser des Fräsers,
desto genauer sind die Ergebnisse).
Arbeiten
Sie nicht unter 10000 U/min, damit die Fräsung auch "schön"
wird.
Arbeiten Sie
mit dem richtigen Vorschub. In Alu mit Zweischneider 8 mm bei etwa 15000
U/min mit 400 bis 750 mm/min Vorschub. Zustellung 1 bis 3 mm.
Nehmen
Sie das richtige Alumaterial: AlCuMg1 (3.1325) oder AlCuMgPb (3.1645)
oder AlCuBiPb (3.1655) (je härter, desto besser) und bitte
kein AlMgSi0,5 usw.. Solche Alumaterialien schmieren
den Fräser zu.
Arbeiten Sie mit dem Fräser im Gleichlauf (Fräser
und Werkstück haben beim Fräsen die gleiche Bewegungsrichtung).
Machen Sie einen groben Schruppdurchgang und danach einen Schlichtdurchgang
mit maximal 0,1 mm Abtrag. Ein scharfer Fräser ist natürlich Grundvoraussetzung!
Überstreichen
Sie die zu bearbeitenden Teile leicht mit Öl (normales Motoröl).
|
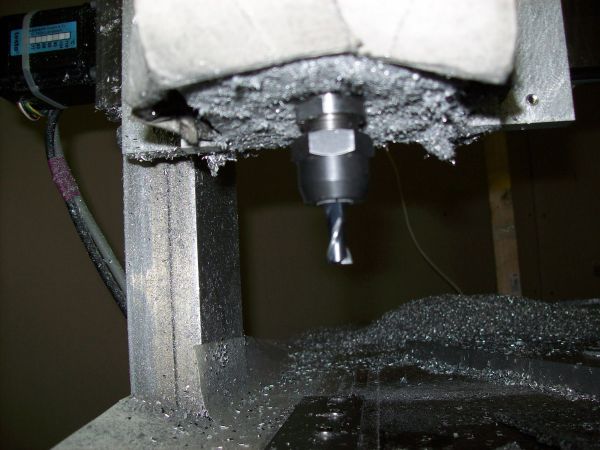
|
|
Mal so eine Betrachtung der Späne.
So etwas wie ganz links hat weniger mit Fräsen zu tun. Im mittleren
Bild sehen Sie Späne von meiner Fräse bei 8 mm Fräser (eine Seite
geschnitten und glänzend, die andere Seite gestaucht und stumpf).
So sehen die Späne bei einem Zweischneider mit 8 mm Durchmesser
und 14000 U/min bei 400 mm/min Vorschub bei 2 mm Zustellung aus. Natürlich kann die
P1 bzw. die P2 das auch.
|
|
Helfen Sie Ihrer Spindel bei großen
Löchern usw.. Bohren Sie an der Bohrmaschine vor (einfach das Zentrum
des Loches entfernen, muss ja nicht schön sein).
Das Eintauchen in das Material mag
weder der Fräser, noch Ihre Spindel. Durch das Vorbohren können
Sie echt viel Geld sparen (neuer Fräser, neue Spindellager).
|

|
|
Ein Beispiel einer Fräsung einer Fremdfirma:
So sollte eine Kreistasche
natürlich nicht aussehen. Diese Tasche wurde entweder mit einer Steuerung
im Vollschritt gefräst (was ich nicht glaube), oder die Maschine selbst schwingt
sehr stark und ist sicher nicht fest genug gebaut, was hier am Boden
der Kreistasche sehr gut sichtbar ist (das gleiche Muster
wie zwei Bilder weiter unten). Solche Muster in der
Seitenwand entstehen aber auch bei einer schlechten
Frässpindel (Lagerspiel so um die 2 bis 3/100 mm) und
bei zu kleiner Drehzahl des Fräsers.
Machen Sie minimal 1/8 Schritt
oder 1/10 Schritt-Auflösung bei 5 mm Steigung, wenn Sie in Alu arbeiten.
|

|
|
Ein Beispiel einer Fräsung mit einer "weichen
Fräse". Jeder Mechaniker kennt solche Oberflächen, wenn
er mit einem handgeführten Fräser arbeitet.
Es gibt bei dieser Fräse eben
keinen starken Gegenhalt der Achsen
der Fräse, sondern die Fräse ist "weich",
wie die Hand eines Mechanikers. Dadurch entstehen solche
Rattermarken, die auch bei zu dünnen Fräsern in Alumaterial
entstehen können.
|

|
|
Noch ein Beispiel einer Fräsung mit einer "weichen
Fräse".
"A" ist das
"Seitenschwingen" der Z-Achse. Bei der Überfahrt
einer Fläche gerät die Z-Achse in Schwingung und macht
erhebliche XY-Wege an der Fräsoberfläche. Grund ist
eine ungenügende oder spielbehaftete Lagerung der Z-Achse
mit zu wenig Gegenhalt zur Querachse (X-Achse). Der
Fräsmotor schwingt "im XY-Kreis" und "hüpft"
auch in der Höhe (der Fräser macht was er will - nicht
schlimm, schaut aber etwas komisch aus).
"B" ist das
Schwingen des Balkens der Fräse (die X-Achse in Querrichtung,
da keinerlei Gegenhalt). Solche wiederkehrende Muster
sind auch an sehr teueren Maschinen zu finden wenn z.B.
die Kugeln der Kugelumlaufwagen beschädigt sind oder
das Festlager der Querachse beschädigt ist (spielbehaftet).
Bei diesem gezeigten Muster gehe ich davon aus, dass
kein vorgespanntes Festlager vorhanden ist und die Antriebsspindel
frei schwingt (ungenügende Konstruktion oder Einstellung).
"C" ist eine
schlechte Frässpindel oder ungenügend Gewicht und Gegenhalt
an der Frässpindel selbst. Dieses Problem ist nur mit
einer guten Frässpindel (gute Lager) oder mit sehr viel
Gewicht an der Frässpindel selbst zu lösen. Selbst
Maschinen mit Linearführungen haben diese Probleme,
wenn eine billige Spindel im unteren Drehzahlbereich
läuft. Natürlich hat eine starke Fräse damit erheblich
weniger Probleme, wie eine sehr schwache Maschine. Auch der verwendete Fräser spielt dabei eine
entscheidende Rolle. Eine sehr schräg liegende Schneide
(>40 Grad) kann solche "Einschläge" weitgehend
vermeiden. Bei schwachen CNC-Fräsen oder Frässpindeln
geht das auch mit sehr hoher Drehzahl des Fräsers >20000
U/min.
"D" ist die
Summe der obrigen Fehler ;-)
Bei "A" und
"B" spielt anscheinend auch noch die Richtung
der Fräsung eine Rolle, da sich anscheinend die Achsen
in verschiedenen Fräsrichtungen anders "verkanten"
und einen anderen Gegenhalt bringen (mit Linearführungen
ist so etwas ausgeschlossen).
|

"Schön ist anders".
Aber der Preis einer
Fräse macht eben die "Musik", was eben der
Qualität der Fräsergebnisse entspricht...
|
|
Vorabinfo - die P1 wir nicht mehr gebaut und war meine "schwächste
Maschine".
Oben Bilder von Fräsungen der alten
P1
mit Trapezgewindespindeln und 8 mm Zweischneider als Fräser (natürlich
hat die neue P1 z.B. mit Chinaspindel ein wesentlich
besseres
Fräsbild. Die schlechte Oberfläche ist ja auch durch die
alte Suhner-Spindel bedingt). Vorschub
war 500 mm/min. Die Kreistaschen sind 40 mm im Durchmesser.
Links mit 12000 U/min ohne Schlichten (90 % Überlappung und pro
Zustellung 1,5 mm tiefer). In der Mitte die gleiche Tasche mit 20000
U/min gefräst. Hohe Drehzahl hat schon ihre Vorteile. Rechts sehen Sie eine Fräsung einer Profimaschine von Seibold
& Partner (Fräsmotorhalter mit Rz etwa 2). Wenn ich die mittlere
Tasche noch feinschlichten würde, käme ich auf eine Rz von unter
5, selbst mit einer so billigen Spindel. Diese P1 läuft im 1/8
Schritt, und das ist bei den Fräsungen sogar noch zu sehen. Aber
mit 1/16 Schritt wird die Fräse doch sehr langsam (bei 1,7 Nm-Motoren).
Es ist eben immer ein Kompromiss zwischen Fräsergebnis und Schnelligkeit
der Maschine, aber mit modernen Steuerungen können Sie 1/16 Schritt
machen. Es geht bei der maximalen Verfahrgeschwindigkeit nur um das Verhalten der Motore.
Ihre Steuerung kann da machen was sie will, irgendwann bleibt der Motor einfach
stehen, da er keine Kraft mehr hat. Je mehr Flußwechsel das Magnetfeld im Motor
machen muss, desto weniger Kraft hat der Motor (wegen der Gegeninduktion die
Zeit braucht um ausgeräumt zu werden). Darum verwenden Sie digitale
Endstufen, die auch bei 1/8 oder 1/10 Schritt sehr gute und genaue Zwischenschritte
(bzw. einen Sinusstrom) berechnen können. Schneller und doch sehr ruhiger Lauf.
|
Thema Bohren:
Wenn Sie viel
Bohren ( Tiefe >> 5 mm) sollten Sie eine Kugelumlaufspindel in
der Z-Achse einsetzen. Die 5 mm schaffen Sie in einem Zug. Tiefenbohrungen mit einer CNC erfordern sehr hohe
Geschwindigkeiten im Rückzug des Bohrers und der erneuten Zustellung. Sie
können ein Loch mit z.B. 40 mm Tiefe nicht einfach bohren, sondern müssen immer
wieder nach z.B. weiteren 5 mm Zustellung den Bohrer aus dem Loch ziehen, damit
dieser frei von Spänen wird. Dieses Hin und Her erfordert hohe
Verfahrgeschwindigkeit. Ich rede hier nicht von normalen Bohrerdrehahlen (8000
/ Bohrerdurchmesser), sondern von Spindeldrehzahlen bei etwa >
9000
U/min. Und da müssen Sie den Bohrer immer wieder "freimachen"
von Spänen. Also, schnell eintauchen, normal bohren, dann wieder sehr
schnell raus und wieder schnell rein, dann wieder normal bohren
usw.......... |
|
Zahnriemen müssen schon
sehr gut gespannt werden, dass diese sehr genau arbeiten. Wenn Sie am Zahnriemen "zupfen",
so klingt dieser schon fast wie eine Gitarrenseite, natürlich im sehr
tiefen Bass-Bereich, aber schon hörbar. Sie können sich
sicher vorstellen, wenn einen Schrittmotor nur mit Abstandsröllchen usw.
befestigt wird, was dann mit der Genauigkeit ist - so etwas geht einfach nicht. Sind Zahnriemen
zu wenig gespannt, so treten Ungenauigkeiten auf (Umkehrspiel und
Schwingungen im Antrieb). Hören Sie sich
mal das Video an (die " Wellen im Ton! "):
http://www.youtube.com/watch?v=PzatrDOdDEo
Dieser ungleiche Vorschub entsteht
durch nicht zentrisch laufende Zahnriemenscheiben. Eine
Umdrehung der Zahnriemenscheibe bringt z.B. 5 mm Vorschub
an der Spindel und genau alle 5 mm treten dann diese
Muster wie rechts auf. Dieses Problem entsteht
also entweder durch eine nicht zentrische Befestigung
der Scheibe auf einer Welle (zu großer Innendurchmesser
der Bohrung oder außermittige Bohrung oder eine einfach
schlecht gefertigte Zahnriemenscheibe, wo der Bund nicht
zentrisch zu dem Zahnkranz abgedreht wurde (wie manchmal
bei Chinaware)). Schon 0,3 mm zentrischer Fehler der
Scheibe bringen fehlerhafte Ergebnisse wie rechts im
Bild. Es entsteht eine Änderung der Vorschubgeschwindigkeit,
was besonders bei schwachen Maschinen mit einer Änderung
des Materialabtrags verbunden ist. Wenn Zahnriemenantriebe eingebaut werden, dann
nur mit absoluter Qualität. Und genau das macht den
Antrieb z.B. der P3-Cobra eben so teuer und macht sehr
viel Arbeit bei der hochgenauen Bearbeitung. Machen
Sie den Zahnriemenantrieb einfach mit HTD 3 mm Riemen,
dann haben Sie alle diese Probleme nicht. Selbst wenn
Sie einen Zahnriemen von dessen glattem Rücken aus vorspannen,
kann das schon zu Problemen Führen. Besser ist eine
innere Vorspannung mit einer geeigneten Zahnriemenscheibe.
Nachtrag:
Auch schlechte Kugelumlaufführungen hinterlassen solche
Muster im Fräsmaterial, wo Sie den Abstand der Kugeln
in den Kugelumlaufwagen dann an der Oberfläche des Fräsmaterials
sehen (zumeist etwa alle 3,2 mm).
|
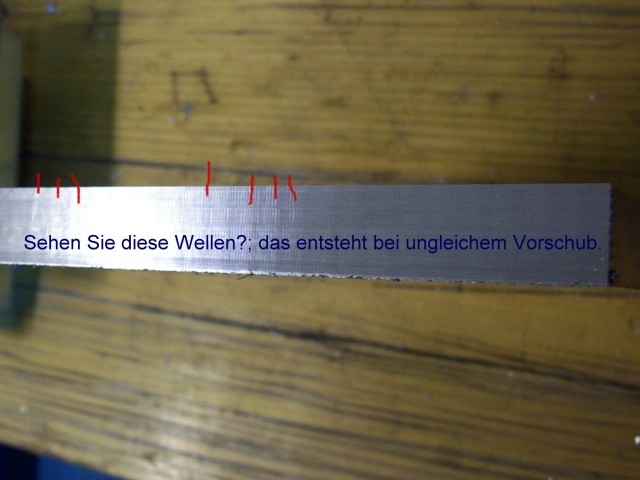
Schlechte und nicht zentrische Zahnriemenscheiben
hinterlassen ihr Fräsbild auf dem Material. Auch schlechte
Kugelumlaufführungen machen so ein Bild.
|
|
Ein Foto von der X / Z-Führung meiner
Fräse. Die Konstruktion ist nicht besonders gut, aber um das geht
es nicht. Sehen Sie die Aluspäne an den Führungswagen? So etwas macht den Wagen nichts aus!
Keine Angst, dadurch gehen die Wagen nicht kaputt. Besser ist natürlich
Holz.- oder Kunststoffschmutz direkt am Abstreifer. Darum putzen Sie nicht ständig an
diesen Wagen herum, Sie reiben nur die Späne unter die Abstreifer
und machen alles nur noch schlechter. Schmieren Sie die Wagen nach
Vorschrift ab und lassen Sie diese ansonsten in Ruhe. Die Konstrukteure
der Wagen waren sicher keine Anfänger.
|
|
Frage: Welche Werkzeuge
benötige ich für den Aufbau?
Im Bausatz
sind alle Löcher gebohrt und alle Gewinde schon geschnitten. Als
Werkzeug benötigen Sie nur Inbusschlüssel, Gabelschlüssel und eine
Rohrzange (Wasserpumpenzange oder gleichwertige für die Montage
der Kugelumlaufmuttern).
Frage: Welche Qualität
hat der Bausatz?
Dieser
Bausatz ist in solider "Handwerkerqualität" erstellt. Manche Teile sind natürlich Industriequalität,
wo es sein muss. Aber alle Teile sind CNC-bearbeitet
und somit sehr genau. Bei diesen Maschinen geht es nicht um Kleinigkeiten,
sondern um das gesamte Konzept und das stimmt sicherlich. Diese
Maschinen stellen mit ihren doch sehr hochwertigen Komponenten und
deren Leistung Industriemaschinen
dar und kein Spielzeug.
Frage: Mit was kann ich
die Oberfläche der Vollaluteile noch schöner machen?
Eigentlich
brauchen Sie gar nichts machen, da die Teile von mir schon oberflächenbehandelt
sind. Wenn Sie aber eine noch bessere Oberfläche wünschen, lesen
Sie weiter. Sicher
kennen Sie den Scotch-Schwamm aus dem Supermarkt (zum Pfannenreinigen). Eine Seite ist
ein normaler Schwamm, die andere Seite ist dieses dunkle Scotch-Gewebe.
Dieses Gewebe gibt es auch in Werkstätten als Schleifband (etwa
100 mm breit). Das schwarze Band ist feiner wie das rote Scotch-Schleifband.
Auch eignen sich Schleifmittel zur Oberflächenverbesserung von Edelstahl.
Einfach in einer Schlosserei oder Lackiererei fragen. Wenn die Oberfläche
sauber und fettfrei ist, kann diese auch mit Klarlack lackiert werden.
Alu mit Klarlacküberzug schaut einfach toll aus und die lästigen
Fingerabdrücke sind Vergangenheit.
Frage: Einige Bohrungen bei der P2 oder P3 sind ohne Sinn?
An der P2 sind
einige Bohrungen die sinnlos erscheinen, diese Bohrungen sitzen in der Nähe von
Kraftknoten und dienen für ein späteres Tuning (Knotenbleche).
Frage: Die Kugellager gehen sehr schwer auf die Lagerhülsen,
was tun?
Die Hülsen sind nach DIN im Durchmesser mit Genauigkeit h7
gefertigt und die Oberfläche ist wie geschliffen (Durchmesser zwischen
19,99 und 19,98 mm). Entweder Sie erwärmen das Lager mit Lagerschale
auf etwa 90 Grad und die Spindel mit Hülse im Gefrierfach auf Minusgrade,
dann dürfte es wenn Sie schnell sind leicht gehen. Oder Sie nehmen
Schmirgelpapier und überschmirgeln den Kugellagersitz auf der Hülse
(zwar keine gute Lösung, aber es geht). Normal können Sie die Kugellager
auch mit einem Rohr, das auf den Innenring des Kugellagers drückt,
auf die Hülsen mit dem Hammer treiben. Meine Teile stellen eben
echten Maschinenbau dar und nicht Durchmesser, die man in die Lager
"schmeißen" kann (Schrott).
Frage: Kann man mit der P2 oder P3 auch Stahl fräsen?
Natürlich ist
das bedingt möglich. Mit einer guten Spindel und geeignetem Fräser ist das bei kleinen
Durchmessern machbar. Sie müssen nur in einem geeigneten Frequenzbereich (Drehzahl)
arbeiten. Mit der P1 habe ich mal Teste mit 4 mm Hartmetallfräser in Stahl gemacht und das ging
auch. Aber diese Fräsen sind nicht für Stahlbearbeitung konstruiert! Erwarten
Sie also keine tollen Ergebnisse. Sie können diese Art von Fräsen
nicht mit einer BF20 usw. vergleichen! Für echtes Fräsen in Stahl
müsste die Maschine etwa die dreifache Stabilität und das fünffache
Gewicht der P2 haben.
Frage: Ich habe ein
Umkehrspiel bei meinen Trapezgewindemuttern!
Wenn Sie
Umkehrspiel haben, so sind die Muttern sicher nicht richtig vorgespannt. Wenn Sie mit
Ihrer Fräse mehr wie etwa 4000 mm/min fahren können, dann sind die Muttern zu
locker vorgespannt (einfach mit Motortest des Steuerprogramms testen).
Bei einer nötigen Verdrehkraft der
Spindel (Stillstand
zum Drehen) von maximal 0,10 Nm (Hebel von 10 cm mit 100 Gramm belastet)
ist die Mutter richtig voreingestellt (technisch gesagt). Wenn Sie die
Spindel mit den Fingerspitzen gerade noch drehen können,
so
stimmt die Einstellung auch (praktisch gesagt). Oder anders gesagt, wenn Sie
die Spindel mit stromlosem Schrittmotor drehen, verspüren Sie die
Gegenkraft des Motors. Spannen Sie nun die Mutter so vor, dass Sie
die doppelte Kraft aufbringen müssen die Spindel zu drehen wie nur
mit Motor. Das gilt für alle Bauarten der
Trapezgewindemuttern. Schmiermittel für Trapezgewindeantriebe mit
Kunststoffmuttern sind
z.B.: Mobilgrease OGL 007 oder Mobilux EP 004 oder Mobil XHP
bzw. Esteröl wie hier im EMS-Shop.
Welches Schmiermittel
verwende ich für die Kugelumlaufwagen und Kugelumlaufmuttern? Geschmiert werden die Wagen und
Muttern nach etwa 2000 km Laufleistung oder mindestens alle 6
Monate mit z.B. Shell
Gadus S2 V220, Aral Aralub HLP2 oder einem anderen
guten und "ungefüllten" Fett (keine Zusatzstoffe
wie PTFE oder Graphit usw.)! Das Feff sollte "Lichtdurchlässig"
sein - braun oder blau. Nach der Erstmontage müssen alle Wagen
und Muttern voll abgeschmiert werden! Schmieren Sie
"sehr langsam", damit das Fett Zeit hat, sich im
Bauteil zu verteilen! Die
Erstschmierung der Teile bitte nach einer Woche wiederholen.
Beim ersten Verfahren der angetriebenen Muttern schmieren
Sie bitte auch die Spindel auf der Seite der Zahnriemenscheibe
mit Fett ein, damit sich der Hohlraum des Mutternhalters
vollständig mit Fett füllt (etwa 5 bis 10 Gramm). Bis
nichts mehr reingeht und das Fett von der Zahnriemenscheibe
weggeschoben wird.
Nehmen
Sie einfach irgendein "Seifenfett", also Fett,
das durchsichtig ist und keine Feststoffe enthält wie
z.B. PTFE usw.
Frage: Warum verfährt die Fräse mit Kugelumlaufspindeln
nur bis etwa 6000 mm/min
Geschwindigkeit im Eilgang?
Ganz einfach, weil die Steigung der verbauten Spindeln nur 5 mm ist.
Dreht die Spindel mit 1000 U/min so
sind das 5000 mm/min Verfahrgeschwindigkeit. Andere Hersteller bauen Spindeln
mit 10 mm Spindelsteigung ein, dann verfährt die Fräse doppelt so schnell. Aber bei 5
mm Steigung hat man die doppelte Auflösung der Schritte (pro Schritt nur der
halbe Weg). Dadurch werden die Schritte genauer und die Fräse hat am Fräser
selbst die doppelte Kraft. Auch haben günstige Kugelumlaufantriebe mit 10 mm
Steigung ein größeres Umkehrspiel (etwa 8/100 mm) und sind somit ungenauer wie
bei 5 mm Steigung. Noch was ganz Wichtiges. Bei etwa 1/8 Mikroschritt haben
die Mikroschritte fast nicht mehr die Kraft, einen 8 mm Fräser in
Alu genau zu führen. Der 2 Nm-Motor hat bei einem Vorschub von etwa
1000 mm/min im Mikroschritt etwa noch 0,2 Nm Kraft und bei einer
Steigung der Spindel von 10 mm reicht das einfach nicht mehr aus
um genau zu fräsen. Darum baue ich Spindeln mit 5 mm
Steigung ein. Nicht so schnell, aber kraftvoll und genau. Wenn Sie Rennen fahren wollen, so nehmen Sie doch gleich
20 mm Steigung, aber zum Fräsen taugt dann diese Maschine sicher nicht mehr
(außer in 1 mm Balsaholz). Ein Eilgang von etwa 5000 mm/min genügt für alle
Fräsaufgaben, mehr ist nur Rennen fahren, hat aber mit Fräsen
nichts mehr zu tun.
Frage: Wie genau und gerade
sind die Spindeln?
Klar ist, es
gibt keine geraden Spindeln oder Wellen. Einen gewissen Fehler haben alle diese
Teile. Wie hoch ist nun eigentlich die Genauigkeit dieser Spindel? Nach DIN 103
darf die Stahlspindel eine Ungenauigkeit von ± 0,15mm auf 300 mm Verfahrweg
aufweisen. Diese Spindeln werden im Rollverfahren hergestellt. Die Geradheit
dieser Spindeln ist nach DIN 103 Tr. 10-24 mit maximal 0,8 mm Fehler pro Meter
angegeben.
Diese DIN-Werte sind natürlich viel zu schlecht um vernünftig arbeiten
zu können. Die im Bausatz enthaltenen Spindeln haben eine Längenabweichung von
maximal 0,04 mm pro 300 mm Länge und eine Geradheit von maximal 0,15 mm
Abweichung pro 300 mm Spindellänge. Bei einer so langen Spindel wie bei der P2P
kann sich diese Abweichung der Geradheit dann natürlich bis 0,5 mm auswirken.
Solche langen und dünnen Spindeln sind einfach zu schwer in den Griff zu
bekommen. Darum wird die P2P nicht mehr in der Länge 1470 mm gebaut. In Zukunft
ist die P2P 1350 mm lang. Ich hatte zwar erst eine
Reklamation bezüglich der Geradheit der Spindeln, aber auch schon diese ist mir
zu viel und das Ausrichten der Spindeln kostet einfach zu viel Zeit. Die Länge
der neuen P2P, P2L oder P1P ist mit 16 mm Spindeln sehr gut machbar. Ich arbeite die Spindeln gerade für die Fräsenbausätze wirklich sehr
genau aus, aber ich kann mir auch vorstellen, wie manche Kunden
diese Spindeln behandeln (wie einen Besenstiel).
Frage:
Welche Opferplatte verwende ich?
Machen Sie keine Abspannplatte aus dünnen
Aluprofilen auf die Maschine. Dieser Quatsch ist leider immer mehr verbreitet.
Diese Aluplatten schwingen und machen die Maschine sehr laut. Sie arbeiten doch
zumeist mit dem gleichen Rohmaterial, darum machen Sie eine Pressspanplatte mit
mindestens 20 mm Stärke auf die Maschine und bohren dort Löcher für die
Abspannung Ihrer Frästeile, wo Sie diese immer brauchen (diese Platten sind auch sehr günstig in wasserfester
Ausführung zu erwerben und können sehr genau von der Fräse plangefräst
werden). Eine Aluplatte ist sicher nicht plan und darum ungeeignet.
Ihre Fräse als Ausstellungsstück benötigt sicher Alu, aber nicht
zum echten Arbeiten. Jagen Sie einfach Holzschrauben in diese Holzplatte und
schrauben Sie Ihr Fräsmaterial an (oder bohren Sie Löcher und setzen eine Gegenmutter). So eine Holzplatte kostet 15 Euro und hält
mindestens ein Jahr. Bitte keine Mehrschicht- oder Tischlerplatten verwenden.
Lieber MDF oder Pressspanplatten, die sind sehr leise. Eine Aluplatte kostet Ihnen
300 Euro. Für diesen Preis können
Sie ewig in Holz arbeiten. Wenn Sie eine T-Nut-Platte aus Stahlguss mit minimal
20 mm Stärke haben, dann stimme ich Ihnen zu, dass diese angebracht und besser
wie Holz ist (kostet minimal 700 Euro).
Frage: Ist
die Maschine CE-konform?
Was Sie privat im Keller mit Ihrer
Fräsmaschine machen ist Ihre Sache. Wenn Sie aber eine Fräse gewerblich
betreiben, müssen Sie die Vorschriften der Berufsgenossenschaft
und des TÜV einhalten. Ich habe Ihnen diese unten als .pdf zusammengestellt,
was einer CE-Erklärung entspricht. Wenn Sie einen Fräsenbausatz
bei mir erwerben, so müssen Sie zwangsläufig die Maschine fertig
stellen und somit erlischt die CE-Erklärung, da Sie ja Änderungen
an der Maschine vornehmen. Darum ist eine CE-Erklärung für einen
Bausatz eigentlich Quatsch, da diese immer durch die Fertigstellung
der Maschine erlischt. Lesen Sie sich die pdf-Datei mal durch, dann
wissen Sie was Sache ist. Auch solche kleinen Fräsen sind sehr gefährlich.
Ein 8 mm Fräser mit 15000 U/min geht durch Ihre Hand wie ein Messer
durch Butter!
Gefertigt nach Maschinen-Richtlinie (2009/127/EG 2009(93/37/EWG 2006/42/EC) > als .pdf
WinPCNC-Grundeinstellungen sehen Sie hier: http://www.cnc-modellbau.net/winpc-nc-anleitung/index.html
Geschwindigkeiten
und Größe der Maschine usw. bitte auf Ihre Fräse anpassen (auch
den Weg der Achse pro Schritt des Motors!).
Infos über Estlcam und Chinaspindeln
>> http://www.estlcam.de/chinaspindel.php
|
Sie wollen in G-Code programmieren? Dann ist das die
ideale Lernseite:
http://www.lehrer.uni-karlsruhe.de/~za685/cnc/cnc_tutorial/programmierung.htm
oder diese sehr gute Seite:
http://www.mf-soft.de/cnc1/didakt2/einfuehr.htm
Mehr Wissen und allgemeine Sachen über CNC-Maschinen: hier
|